|
£\šä║Ļ│╠ą“į┌īŹ(sh©¬)ļH╔·«a(ch©Żn)ųąĄ─æ¬(y©®ng)ė├
ĮŁ╠K╩Ī╠®ų▌╝╝ĤīW(xu©”)į║ ÅłĮ©├„ĪĪ2017/1/3 21:00:39
ĪĪĪĪ š¬ę¬Ż║į┌┬ÜśI(y©©)īW(xu©”)ąŻĄ─öĄ(sh©┤)┐žīŻśI(y©©)Į╠īW(xu©”)ųą�����Ż¼▄ø╝■ūįäėŠÄ│╠įĮüĒįĮŲš▒ķ����ĪŻ▓┐ĘųīW(xu©”)╔·šJ(r©©n)×ķūįäėŠÄ│╠║▄ĘĮ▒ŃŻ¼╩ų╣żŠÄ│╠┬ķ¤®�����Ż¼ę“┤╦║÷ęĢ┴╦╩ų╣żŠÄ│╠Ą─īW(xu©”)┴Ģ(x©¬)ĪŻĄ½į┌Ų¾śI(y©©)╔·«a(ch©Żn)ųą�����Ż¼╩ų╣żŠÄ│╠ū„×ķ╗∙ĄA(ch©│)��Ż¼║Ļ│╠ą“ŠÄ│╠ū„×ķ╩ų╣żŠÄ│╠Ą─Ė▀╝ēą╬╩Į���Ż¼╠žäe╩Ūį┌─│ą®┴Ń╝■Ą─╝ė╣żĘĮ├µ▀Ć╩ŪŲĄĮ▓╗┐╔╠µ┤·Ą─ė├���ĪŻ▒Š╬─öó╩÷┴╦║Ļ│╠ą“ŠÄ│╠Ą─╠ž³c(di©Żn)╝░║Ļ│╠ą“į┌īŹ(sh©¬)ļH╔·«a(ch©Żn)ųąĄ─æ¬(y©®ng)ė├ĪŻ
ĪĪĪĪ
ĻP(gu©Īn)µIį~Ż║ öĄ(sh©┤)┐žŠÄ│╠ ║Ļ│╠ą“ ūā┴┐ ┐ūŽĄ╝ė╣ż ┐ūŃŖŽ„
ĪĪĪĪ
ĪĪĪĪ
ę╗�����Īóę²čį
ĪĪĪĪ
ļSų°¼F(xi©żn)┤·ųŲįņ╝╝ąg(sh©┤)Ą─░l(f©Ī)š╣��Ż¼«a(ch©Żn)ŲĘĄ─ą╬ĀŅįĮüĒįĮÅ═(f©┤)ļs����Ż¼ī”«a(ch©Żn)ŲĘĄ─Š½Č╚ę¬Ū¾įĮüĒįĮĖ▀Ż¼öĄ(sh©┤)┐žÖC(j©®)┤▓ęčĮø(j©®ng)Ą├ĄĮÅVĘ║æ¬(y©®ng)ė├��ĪŻę¬░l(f©Ī)ō]Ž╚▀M(j©¼n)╔·«a(ch©Żn)įO(sh©©)éõĖ▀Š½Č╚�����ĪóĖ▀ą¦┬╩║═Ė▀╚ßąįĄ─╠ž³c(di©Żn)�Ż¼Š═ę¬Ū¾╬ęéāōĒėąā×(y©Łu)ąŃĄ─ŠÄ│╠╚╦åTĪŻį┌╬ęéāĄ─öĄ(sh©┤)┐žŠÄ│╠╣żū„ųą�Ż¼¼F(xi©żn)į┌ų„ę¬ėąā╔ĘNŠÄ│╠ĘĮ╩ĮŻ║╩ų╣żŠÄ│╠║═▄ø╝■ūįäėŠÄ│╠ĪŻūįäėŠÄ│╠��Ż¼ī”ė┌ą╬ĀŅÅ═(f©┤)ļs�����ĪóĦėą▓╗ęÄ(gu©®)ätŪ·├µĄ─┴Ń╝■Ą─╝ė╣ż����Ż¼┐╔┤¾┤¾£p▌pä┌äėš▀ä┌äėÅŖ(qi©óng)Č╚Īó╠ßĖ▀╣żū„ą¦┬╩����Ż¼ĮŌøQįSČÓ╩ų╣żŠÄ│╠¤oĘ©ĮŌøQĄ─ļyŅ}ĪŻę“┤╦�����Ż¼ūįäėŠÄ│╠▄ø╝■Ą─╩╣ė├įĮüĒįĮÅVĘ║���Ż¼╠žäe╩Ūį┌─ŻŠ▀╝ė╣żąąśI(y©©)ųąĮ^┤¾▓┐ĘųŪķørŽ┬Č╝ęčĮø(j©®ng)▓╔ė├ėŗ(j©¼)╦ŃÖC(j©®)▄ø╝■üĒŠÄ│╠�ĪŻ
ĪĪĪĪ
Ą½ūįäėŠÄ│╠ę▓ėą▓╗ūŃų«╠ÄĪŻ▒╚╚ń�Ż¼ūįäėŠÄ│╠ę╗Č©ę¬ėą▄ø╝■ū„×ķų¦ō╬Ż¼ŠÄ│╠╚╦åTę¬Įø(j©®ng)▀^īŻśI(y©©)Ą─┼Óė¢(x©┤n)▓┼─▄▀M(j©¼n)ąąŠÄ│╠���ĪŻ▓┘ū„š▀üĒ▓╗āHę¬╩ņŠÜ▓┘ū„įO(sh©©)éõ��Ż¼▀Ćę¬┴Ē═ŌīW(xu©”)┴Ģ(x©¬)╩╣ė├▄ø╝■����Ż¼Ų¾śI(y©©)▀Ćę¬Įo▓┘ū„š▀╠ß╣®ūįäėŠÄ│╠Ą─╣żū„Łh(hu©ón)Š│����ĪŻī”ųąąĪŲ¾śI(y©©)üĒšfŻ¼ę╗Č©│╠Č╚╔Žį÷╝ėŲ¾śI(y©©)▀\(y©┤n)ąąĄ─│╔▒Š�ĪŻ
ĪĪĪĪ
ī”ė┌╝ė╣ż├µ▒╚▌^ęÄ(gu©®)ätĄ─╣ż╝■üĒšfŻ¼╚ń╣¹ę▓▓╔ė├▄ø╝■üĒ▀M(j©¼n)ąąūįäėŠÄ│╠Ą─įÆ�����Ż¼Å─įņą═��Īó┤_Č©ĄČŠ▀���Ż¼ĄĮ╔·│╔│╠ą“▀@ę╗╠ū╣żū„ū÷Ž┬üĒ���Ż¼▓┘ū„š▀└¹ė├╩ų╣żŠÄ│╠šf▓╗Č©ęčĮø(j©®ng)╝ė╣żĮY(ji©”)╩°�����Ż¼▒M╣▄▄ø╝■ėŗ(j©¼)╦ŃĄČ┬ĘĘŪ│Ż┐ņ��ĪŻČ°╚ń╣¹─│ą®ģóöĄ(sh©┤)░l(f©Ī)╔·ūā╗»�����Ż¼▄ø╝■Š═ę¬ųžą┬ėŗ(j©¼)╦Ń╝ė╣ż▄ē█E����Ż¼╣żū„┴┐▒╚▌^┤¾ĪŻ
ĪĪĪĪ
ļm╚╗▄ø╝■ŠÄ│╠æ¬(y©®ng)ė├ĘČć·įĮüĒįĮÅV���Ż¼Ą½╩ų╣żŠÄ│╠Å─üĒČ╝╩Ū▓╗┐╔╗“╚▒Ą─ę╗ĘNŠÄ│╠╩ųČ╬�Ż¼╩ų╣żŠÄ│╠╩Ū╗∙ĄA(ch©│)����ĪŻČ°║Ļ│╠ą“ŠÄ│╠╩Ū╩ų╣żŠÄ│╠Ą─Ė▀╝ēą╬╩Į�����Ż¼═©▀^ŠÄųŲė├æ¶║Ļ│╠ą“����Ż¼┐╔śO┤¾╠ßĖ▀ŠÄ│╠ą“Ą─ą¦┬╩����Ż¼ĮĄĄ═Ų¾śI(y©©)Ą─▀\(y©┤n)ąą│╔▒ŠĪŻę“┤╦��Ż¼į┌╬ęéāĄ─öĄ(sh©┤)┐žĮ╠īW(xu©”)╝░ė¢(x©┤n)ŠÜ▀^│╠ųą��Ż¼æ¬(y©®ng)įō░čŠÄųŲė├æ¶║Ļ│╠ą“ū„×ķöĄ(sh©┤)┐žĮ╠īW(xu©”)Ą─ųžę¬ā╚(n©©i)╚▌ų«ę╗�����ĪŻ
ĪĪĪĪ
Č■����Īó║Ļ│╠ą“ŠÄ│╠į┌īŹ(sh©¬)ļH╔·«a(ch©Żn)ųąĄ─æ¬(y©®ng)ė├
ĪĪĪĪ
į┌īŹ(sh©¬)ļH╔·«a(ch©Żn)ųą,║Ļ│╠ą“ŠÄ│╠╩ŪūįäėŠÄ│╠Ą─ėąą¦ča(b©│)│õĪŻ║Ļ│╠ą“Š▀ėąņ`╗Ņąį���Īó═©ė├ąį║═ųŪ─▄ąįĄ╚╠ž³c(di©Żn)���ĪŻŽ┬├µ┼eÄūéĆ┐╔šf├„║Ļ│╠ą“ŠÄ│╠─▄ėąą¦╠ßĖ▀╣żū„ą¦┬╩Ą─īŹ(sh©¬)└²�����ĪŻ
ĪĪĪĪ
1����Īó╬ęéāį┌īŹ(sh©¬)ļH╔·«a(ch©Żn)ųąĮø(j©®ng)│Żę¬╝ė╣ż┐ūŽĄ┴Ń╝■��Ż¼┐ūĄ─öĄ(sh©┤)┴┐║▄ČÓ����ĪŻ╚ńŽ┬łD╦∙╩Š��ĪŻ
ĪĪĪĪ

ĪĪĪĪ
╚ń╣¹╬ęéā▓╔ė├ūįäėŠÄ│╠�����Ż¼╬ęéā╩ūŽ╚ę¬ė├▄ø╝■└LųŲ│÷┐ūĄ─ųąą─ū°ś╦(bi©Īo)���Ż¼┤_Č©╝ė╣żĄČŠ▀�ĪóįO(sh©©)ų├╝ė╣żģóöĄ(sh©┤)Ą╚��Ż¼╔·│╔Ą─╝ė╣ż│╠ą“ę▓║▄ķLŻ¼╣żū„ą¦┬╩▓╗ę╗Č©Ė▀��ĪŻČ°╚ń╣¹▓╔ė├ę╗░ŃĄ─╩ų╣żŠÄ│╠�Ż¼ė╔ė┌┐ūĄ─öĄ(sh©┤)┴┐ĘŪ│ŻČÓŻ¼┐┐╩ų╣ż▌ö╚ļ┐ūĄ─ųąą─ū°ś╦(bi©Īo)╚▌ęū│÷Õe�����Ż¼│╠ą“ę▓▒╚▌^ķL����Ż¼╣żū„ą¦┬╩ę▓Ą═ĪŻ▀@ĘNŪķør����Ż¼╬ęéā▓╔ė├║Ļ│╠ą“ŠÄ│╠ĘŪ│ŻĘĮ▒ŃŻ¼ų╗ę¬įO(sh©©)ų├ŽÓĻP(gu©Īn)ģóöĄ(sh©┤)Š═┐╔ęį▀M(j©¼n)ąą╝ė╣ż┴╦����Ż¼Č°Ūę│╠ą“Ą─═©ė├ąį║▄ÅŖ(qi©óng)ĪŻ│╠ą“╚ńŽ┬Ż║
ĪĪĪĪ
%
ĪĪĪĪ
O0007
ĪĪĪĪ
G54G90G0X0Y0
ĪĪĪĪ
G0Z50S1000M03
ĪĪĪĪ
#100=10(│§╩╝┐ūXū°ś╦(bi©Īo)Ż®
ĪĪĪĪ
#101=10(│§╩╝┐ūYū°ś╦(bi©Īo)Ż®
ĪĪĪĪ
#102=10Ż©XĘĮŽ“ķgŠÓŻ®
ĪĪĪĪ
#103=10Ż©YĘĮŽ“ķgŠÓŻ®
ĪĪĪĪ
#104=10Ż©XĘĮŽ“ąąöĄ(sh©┤)Ż®
ĪĪĪĪ
#105=8Ż©YĘĮŽ“┴ąöĄ(sh©┤)Ż®
ĪĪĪĪ
#26=-5Ż©┐ū╔ŅŻ®
ĪĪĪĪ
#9=100 Ż©▀M(j©¼n)Įo╦┘Č╚Ż®
ĪĪĪĪ
#108=1Ż©XĘĮŽ“ėøöĄ(sh©┤)Ż®
ĪĪĪĪ
#109=1Ż©YĘĮŽ“ėøöĄ(sh©┤)Ż®
ĪĪĪĪ
#106=#100Ż©X┘xųĄŻ®
ĪĪĪĪ
#107=#101Ż©Y┘xųĄŻ®
ĪĪĪĪ
N10
ĪĪĪĪ
N20G0X#106Y#107Ż©Č©╬╗┐ū╬╗ų├Ż®
ĪĪĪĪ
G99G81Z#26R2F#9Ż©╣╠ȩ裣h(hu©ón)╝ė╣ż┐ūŻ®
ĪĪĪĪ
#106=#100+#102*#108Ż©ėŗ(j©¼)╦ŃXū°ś╦(bi©Īo)Ż®
ĪĪĪĪ
#108=#108+1Ż©XĘĮŽ“ėøöĄ(sh©┤)Ż®
ĪĪĪĪ
IF[#108LE#104]GOTO20 Ż©╚ń╣¹┐ūöĄ(sh©┤)ąĪė┌Ą╚ė┌įO(sh©©)Č©ųĄ▐D(zhu©Żn)ęŲĄĮN20Ż®
ĪĪĪĪ
#107=#107+#103Ż©ėŗ(j©¼)╦ŃYū°ś╦(bi©Īo)Ż®
ĪĪĪĪ
#106=#100Ż©Xū°ś╦(bi©Īo)│§╩╝╗»Ż®
ĪĪĪĪ
#109=#109+1Ż©YĘĮŽ“ėøöĄ(sh©┤)Ż®
ĪĪĪĪ
#108=1Ż©XĘĮŽ“ėøöĄ(sh©┤)│§╩╝╗»Ż®
ĪĪĪĪ
IF[#109LE#105]GOTO10Ż©╚ń╣¹┴ąöĄ(sh©┤)ąĪė┌Ą╚ė┌įO(sh©©)Č©ųĄ▐D(zhu©Żn)ęŲĄĮN10Ż®
ĪĪĪĪ
G80
ĪĪĪĪ
G0Z60
ĪĪĪĪ
M30
ĪĪĪĪ
%
ĪĪĪĪ
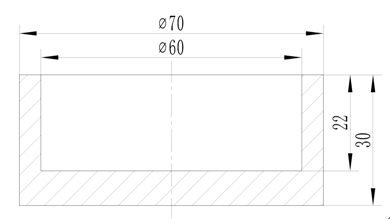
2�Īóį┌īŹ(sh©¬)ļH╔·«a(ch©Żn)ųąŻ¼Įø(j©®ng)│Żę¬ė├ŃŖĄČ╝ė╣ż▓╗═¼ų▒ÅĮ┤¾ąĪĄ─┐ū���ĪŻ╚ńŽ┬łD╦∙╩ŠŻ║
ĪĪĪĪ
ĪĪĪĪ
╚ń╣¹╬ęéāŻ©╬┤═Ļ�����Ż¼Ž┬ę╗ĒōŻ®
ĪĪĪĪ
|