|
▄掄╠▌ą╬┬▌╝yŪąŽ„ė├┴┐Ą─ā×(y©Łu)╗»įO(sh©©)ėŗ(j©¼)
µé(zh©©n)ĮŁĖ▀Ą╚┬ÜśI(y©©)╝╝ąg(sh©┤)īW(xu©”)ąŻ ┌w╣ŌŽ╝ ╗┬ąĪė±ĪĪ2017/3/26 10:12:29
ĪĪĪĪ š¬ę¬Ż║Ė▀Š½├▄Ą─āxŲ„ąĶę¬Ė▀Š½Č╚Ą─┴Ń╝■�����Ż¼╠▌ą╬┬▌╝y╩ŪūŅ│Żė├Ą─é„äė(d©░ng)┬▌╝y���Ż¼▒╗ÅVĘ║Ą─æ¬(y©®ng)ė├į┌╣żśI(y©©)ÖC(j©®)ąĄųŲįņųą���Ż¼öĄ(sh©┤)┐ž╝ė╣ż╚╦åT▒žĒÜš²┤_šŲ╬š╠▌ą╬┬▌╝y╝ė╣żŪąŽ„ė├┴┐┤_Č©Ą─╗∙▒ŠįŁät,▓╗öÓā×(y©Łu)╗»įO(sh©©)ėŗ(j©¼)ģóöĄ(sh©┤)���Ż¼▓┼─▄ŪąŽ„│÷ØMūŃ┘|(zh©¼)┴┐ę¬Ū¾Ą─┴Ń╝■��ĪŻ
ĪĪĪĪ
ĻP(gu©Īn)µIį~Ż║▄掄���Ż╗╠▌ą╬┬▌╝y��Ż╗ŪąŽ„ė├┴┐����Ż╗öĄ(sh©┤)┐ž
ĪĪĪĪ
ĪĪĪĪ
╠▌ą╬┬▌╝y╩ŪūŅ│Żė├Ą─é„äė(d©░ng)┬▌╝yĪŻč└ą═×ķĄ╚č³╠▌ą╬�Ż¼č└ą═ĮŪ×ķ30ĪŃ[1]����ĪŻ×ķ┴╦┤_▒ŻŪąŽ„│÷Ą─┬▌╝yØMūŃįO(sh©©)ėŗ(j©¼)Ą─ąĶę¬,ąĶę¬ųž³c(di©Żn)┐╝æ]╝ė╣żĢr(sh©¬)ŪąŽ„ė├┴┐Ą─▀xō±,▀@▓╗āHė░ĒæöĄ(sh©┤)┐žÖC(j©®)┤▓Ą─┴Ń╝■╝ė╣żą¦┬╩,Č°Ūęų▒Įėė░Ēæ«a(ch©Żn)ŲĘĄ─┘|(zh©¼)┴┐[2]ĪŻę“┤╦,Ė∙ō■(j©┤)ŪąŽ„ė├┴┐Ą─▀xō±įŁät����Ż¼įO(sh©©)Č©ģóöĄ(sh©┤)Ż¼ĮY(ji©”)║ŽCAD/CAM▄ø╝■�Ż¼įO(sh©©)ėŗ(j©¼)öĄ(sh©┤)┐ž─Żą═����Ż¼ī”(du©¼)ŪąŽ„┴┐▀M(j©¼n)ąą┐žųŲ║═ā×(y©Łu)╗»�Ż¼▓┼─▄╝ė╣ż│÷ā×(y©Łu)┴╝Ą─┬▌╝y╝■[3]�����ĪŻ╣Pš▀ĮY(ji©”)║Ž╣żū„īŹ(sh©¬)ļH��Ż¼ęį30ĪŃĮŪĄ─╠▌ą╬┬▌╝y×ķ└²���Ż¼šJ(r©©n)×ķ╣żū„Ą─Ū░╠ß╩Ūę¬║Ž└Ē▀xō±ŪąŽ„ė├┴┐���Ż¼╚╗║¾═©▀^įO(sh©©)ėŗ(j©¼)ūā┴┐ģóöĄ(sh©┤)Ż¼┤_Č©─┐ś╦(bi©Īo)║»öĄ(sh©┤)�Ż¼═©▀^öĄ(sh©┤)┐ž│╠ą“üĒīŹ(sh©¬)¼F(xi©żn)▄掄╠▌ą╬┬▌╝yŪąŽ„ė├┴┐Ą─ā×(y©Łu)╗»įO(sh©©)ėŗ(j©¼)�ĪŻ
ĪĪĪĪ
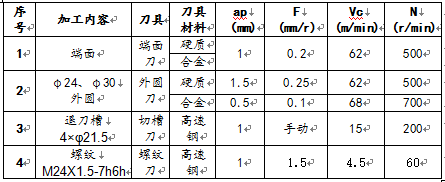
1.öĄ(sh©┤)┐ž╝ė╣żŪąŽ„ė├┴┐Ą─┤_Č©
ĪĪĪĪ
(1)ŪąŽ„╔ŅČ╚Ż©ap�����Ż¼mmŻ®�����ĪŻį┌╝ė╣żĢr(sh©¬)ąĶę¬┐╝æ]┤ų╝ė╣ż║═Š½╝ė╣ż▓╗═¼ļAČ╬Ą─ŪąŽ„╔ŅČ╚å¢Ņ}��Ż¼┤ų╝ė╣żĢr(sh©¬)ę¬┐╝æ]ĮoŠ½╝ė╣ż┴¶Ž┬ę╗Č©Ą─╝ė╣żėÓ┴┐����ĪŻ╚ń╣¹ŪąŽ„Š½Č╚▓╗Ė▀╗“š▀ŪąŽ„╔ŅČ╚▓╗┤¾Ż¼┐╔ęį┐╝æ]ę╗┤╬│╔ą═�Ż¼ę╗ĘĮ├µ┐╔ęį┐sČ╠╝ė╣żĢr(sh©¬)ķg��Ż¼┴Ē═Ōę╗ĘĮ├µ┐╔ęį£p╔┘╠µōQĄČŠ▀Ž¹║─Ą─Ģr(sh©¬)ķg�����Ż¼╠ßĖ▀╝ė╣żą¦┬╩�����ĪŻ
ĪĪĪĪ
(2)ŪąŽ„īÆČ╚Ż©L�����Ż¼mmŻ®����ĪŻį┌īŹ(sh©¬)ļH╔·«a(ch©Żn)ųą���Ż¼ŪąŽ„īÆČ╚┼cĄČŠ▀ų▒ÅĮ│╔š²▒╚��Ż¼┼cŪąŽ„╔ŅČ╚│╔Ę┤▒╚�Ī�Ż┐╝æ]│╔▒Šę“╦žŻ¼═∙═∙įO(sh©©)Č©īÆČ╚×ķĄČŠ▀ų▒ÅĮĄ─0.6ų┴0.9▒Č�����ĪŻ
ĪĪĪĪ
(3)ŪąŽ„╦┘Č╚Ż©Vc�Ż¼ m/minŻ®��ĪŻŪąŽ„╦┘Č╚VcĄ─┤¾ąĪų„ę¬╚ĪøQė┌╝ė╣ż▓─┴Ž���Ż¼▓╗═¼Ą─▓─┴Žį┌ŪąŽ„Ģr(sh©¬)▓╔ė├Ą─╦┘Č╚▓╗═¼��ĪŻŪąŽ„╦┘Č╚║▄┤¾│╠Č╚╔ŽøQČ©┴╦┴Ń╝■Ą─╝ė╣żĢr(sh©¬)ķg����Ż¼į┌ŪąŽ„Š½Č╚▓╗Ė▀Ą─ŪķørŽ┬���Ż¼┐╔ęįų▒Įėš{(di©żo)╣Ø(ji©”)ŪąŽ„╦┘Č╚ę╗┤╬│╔ą═Ż¼╚ń╣¹Š½├▄ŪąŽ„�Ż¼ätąĶę¬įO(sh©©)ėŗ(j©¼)ŪąŽ„╦┘Č╚Ż¼Ęų▓Į¾EĘųīė┤╬▀M(j©¼n)ąąŪąŽ„�����Ż¼į┌ŪąŽ„▀^│╠ųą�Ż¼ę¬ūóęŌŪąŽ„│╠Č╚���Ż¼į┌▀M(j©¼n)ąą▀^│╠ųą┐╔ęįĖ∙ō■(j©┤)īŹ(sh©¬)ļHąĶ꬚{(di©żo)š¹ŪąŽ„┴┐║═ŪąŽ„╦┘Č╚[4]ĪŻ▓ķįāĪČŪąŽ„╩ųāįĪĘ┐╔ų¬�����Ż¼┤_Č©ŪąŽ„╦┘Č╚┐╔ęį═©▀^╣½╩Įę╗ėŗ(j©¼)╦ŃĄ├ĄĮ�����ĪŻ
ĪĪĪĪ

ĪĪĪĪ
(4)ų„▌S▐D(zhu©Żn)╦┘(NŻ¼r/min)����ĪŻų„▌S▐D(zhu©Żn)╦┘ę¬║═ŪąŽ„╔ŅČ╚��ĪóŪąŽ„īÆČ╚║═ŪąŽ„╦┘Č╚ŽÓĮY(ji©”)║ŽüĒ┤_Č©�����ĪŻ▓ķįāĪČŪąŽ„╩ųāįĪĘ����Ż¼┤_Č©ÖC(j©®)┤▓ų„▌S▐D(zhu©Żn)╦┘����Ż¼┐╔ė╔╣½╩ĮČ■ėŗ(j©¼)╦ŃĄ├ĄĮĪŻ
ĪĪĪĪ

ĪĪĪĪ
2. įO(sh©©)ėŗ(j©¼)ūā┴┐
ĪĪĪĪ
ā×(y©Łu)╗»įO(sh©©)ėŗ(j©¼)Ą──┐Ą─į┌ė┌ę╗┤╬│╔ą═�����Ż¼┐ņ╦┘īŹ(sh©¬)╩®ŪąŽ„�����Ż¼į┌║Ž└Ē▀xė├ŪąŽ„┴┐Ą─═¼Ģr(sh©¬)���Ż¼▒ŻūCŪąŽ„╦┘Č╚ĪŻ×ķ┴╦▀_(d©ó)ĄĮ┴╝║├Ą─▄掄ą¦┬╩�����Ż¼Š═Ą├£p╔┘ū▀ĄČ┤╬öĄ(sh©┤)����Ż¼ĀÄ╚Īę╗┤╬ąįū▀ĄČ�����Ż¼ŪąŽ„ĄĮĘ¹║ŽģóöĄ(sh©┤)ę¬Ū¾Ą─ĘČć·ā╚(n©©i)�ĪŻė╔ė┌ÖC(j©®)Ų„▒Š╔Ēėąę╗Č©Ą─š`▓Ņ�����Ż¼ę“┤╦ī”(du©¼)┴Ń╝■Ą─╝ė╣żŠ½Č╚Ģ■(hu©¼)ėą╝Ü(x©¼)╬óĄ─ė░Ēæ�Ż¼╦∙ęįŻ¼┤ųŪąŽ„ų°ųž╩Ū×ķ┴╦ĮĄĄ═Š½├▄ŪąŽ„į┌┤ųŪą▀^│╠ųąŽ¹║─Ą─Ģr(sh©¬)ķg[5]����ĪŻ×ķ┴╦Ė³┐ņĖ³║├Ą─īŹ(sh©¬)¼F(xi©żn)▀@éĆ(g©©)╣”─▄Ż¼═∙═∙Į©┴óöĄ(sh©┤)īW(xu©”)─Żą═�����Ż¼▓╔ė├öĄ(sh©┤)īW(xu©”)║»öĄ(sh©┤)����Ż¼š{(di©żo)š¹Ė„éĆ(g©©)ģóöĄ(sh©┤)üĒ┐žųŲÖC(j©®)┤▓����ĪŻ─┐ś╦(bi©Īo)║»öĄ(sh©┤)Ą─▀x╚Ī║═ģóöĄ(sh©┤)Ą─įO(sh©©)Č©║▄┤¾│╠Č╚╔ŽøQČ©┴╦ŪąŽ„│╔öĪĪŻ
ĪĪĪĪ
3.─┐ś╦(bi©Īo)║»öĄ(sh©┤)
ĪĪĪĪ
ā×(y©Łu)╗»Ą──┐ś╦(bi©Īo)æ¬(y©®ng)║═╔·«a(ch©Żn)Ų¾śI(y©©)ąĶę¬═Ļ│╔Ą─╝╝ąg(sh©┤)Įø(j©®ng)Ø·(j©¼)ųĖś╦(bi©Īo)ę╗ų┬�����ĪŻį┌ÖC(j©®)ąĄųŲįņąąśI(y©©)ųą, ╔·«a(ch©Żn)Ą─╝╝ąg(sh©┤)Įø(j©®ng)Ø·(j©¼)ųĖś╦(bi©Īo)ų„ę¬ėą┘|(zh©¼)┴┐�����Īó│╔▒Š����Īó╔·«a(ch©Żn)┬╩Ą╚ĪŻ╚╦éā┐é╩ŪŽŻ═¹į┌▒ŻūC╝ė╣ż┘|(zh©¼)┴┐Ą─═¼Ģr(sh©¬), ▒M┐╔─▄ĄžĮĄĄ═╝ė╣ż│╔▒Š, ╠ßĖ▀╔·«a(ch©Żn)┬╩����ĪŻ ╝ė╣ż│╔▒Š║═╔·«a(ch©Żn)┬╩Č╝║═ŪąŽ„ė├┴┐├▄ŪąŽÓĻP(gu©Īn)�����ĪŻ ę“┤╦, ęįūŅąĪ╣ż╦ć│╔▒Š×ķā×(y©Łu)╗»£╩(zh©│n)ät, ░č╝ė╣ż│╔▒Š║═╔·«a(ch©Żn)┬╩ū„×ķŪąŽ„ė├┴┐ā×(y©Łu)╗»Ą──┐ś╦(bi©Īo)║»öĄ(sh©┤), Ę¹║Ž╔·«a(ch©Żn)Ą─īŹ(sh©¬)ļHąĶę¬��ĪŻ
ĪĪĪĪ
4.īŹ(sh©¬)ļH▓┘ū„
ĪĪĪĪ
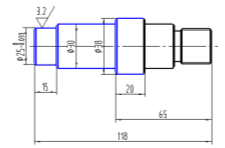
ęį╝ė╣żę╗éĆ(g©©)┼_(t©ói)ļA▌S×ķ└²���Ż¼┤╦┬▌ŚUģóöĄ(sh©┤)×ķ▓ķ▒Ē╗“ėŗ(j©¼)╦Ńd=”š24��Ż¼d2=d-0.6495P=”š23.026�����Ż¼ģóöĄ(sh©┤)╚ńłD1╦∙╩Š���ĪŻ
ĪĪĪĪ
ĪĪĪĪ
łD1 ┼_(t©ói)ļA▌S│▀┤ń╩ŠęŌłD
ĪĪĪĪ
┬▌╝y┐é▒││įĄČ┴┐ap=h=0.54P=0.81mmĪŻ║Ž└ĒĘų┼õ┬▌╝y╝ė╣żėÓ┴┐����ĪŻŻ©ę╗░Ń┤ų▄ćapŻ║0.10~0.50����Ż╗Š½▄ćapŻ║0.01~0.10 ���ĪŻŻ®ęįŠ▀¾w▓┘ū„īŹ(sh©¬)└²Ż¼ęŖŽ┬▒Ē1╦∙╩Š����ĪŻ
ĪĪĪĪ
▒Ē1 ▓╗═¼╝ė╣żā╚(n©©i)╚▌▓╔ė├Ą─ĄČŠ▀╝░▓─┴ŽģóöĄ(sh©┤)▒Ē
ĪĪĪĪ
ĪĪĪĪ
5. ĮY(ji©”)╩°šZ
ĪĪĪĪ
ŪąŽ„ė├┴┐Ą─ā×(y©Łu)╗»å¢Ņ}īŹ(sh©¬)┘|(zh©¼)╔Ž╩Ūę╗Å═(f©┤)ļsĄ─ĘŪŠĆąįęÄ(gu©®)äØå¢Ņ}, ļSų°öĄ(sh©┤)┐žÖC(j©®)┤▓į┌╔·«a(ch©Żn)īŹ(sh©¬)ļHųąĄ─ÅVĘ║æ¬(y©®ng)ė├,öĄ(sh©┤)┐žŠÄ│╠ęčĮø(j©®ng)│╔×ķöĄ(sh©┤)┐ž╝ė╣żųąĄ─ĻP(gu©Īn)µIå¢Ņ}ų«ę╗ĪŻ╠ßĖ▀ī”(du©¼)ÖC(j©®)┤▓Ą─šJ(r©©n)ūR(sh©¬)��Ż¼═©▀^ī”(du©¼)─┐ś╦(bi©Īo)║»öĄ(sh©┤)ģóöĄ(sh©┤)Ą─š{(di©żo)š¹�����Ż¼üĒ╝ė╣żĖ„ĘNÖC(j©®)ąĄ┴Ń╝■���Ż¼│õĘų░l(f©Ī)ō]öĄ(sh©┤)┐žÖC(j©®)┤▓Ą─ā×(y©Łu)ä▌,╠ßĖ▀Ų¾śI(y©©)Ą─Įø(j©®ng)Ø·(j©¼)ą¦ęµ║═╔·«a(ch©Żn)╦«ŲĮĪŻ
ĪĪĪĪ
ĪĪĪĪ
ģó┐╝╬─½I(xi©żn)Ż║
ĪĪĪĪ
[1] ĖĮ©╚A,╗¶┴xĄż. ╠▌ą╬┬▌╝y│╔ĮMĮzÕFĄ─Ż©╬┤═Ļ���Ż¼Ž┬ę╗ĒōŻ®
ĪĪĪĪ
|