|
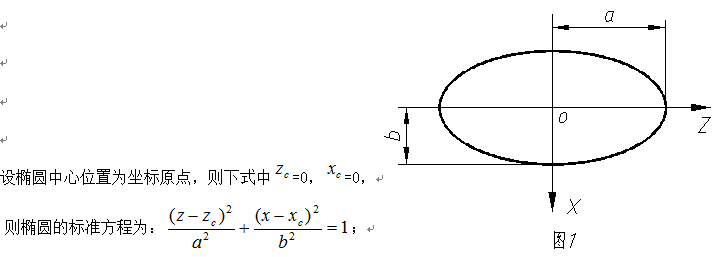
ĘŪłAŪ·ŠĆöĄ(sh©┤)┐ž▄掄ŠÄ│╠
š┐ĮŁ╩ąĖ▀╝ē╝╝╣żīW(xu©”)ąŻ äóųŠ╚fĪĪ2017/10/20 15:31:22
ĪĪĪĪ ĪŠš¬ę¬Ī┐öĄ(sh©┤)┐ž▄ć┤▓ŠÄ│╠╝ė╣żų╗ėąų▒ŠĆ▓Õča║═łA╗Ī▓Õča���Ż¼▓╗─▄ų▒Įė▀MąąĘŪłAŠĆŪ·ŠĆŠÄ│╠�����ĪŻ×ķ┴╦▀MąąĘŪłAŪ·ŠĆŠÄ│╠����Ż¼▒Š╬─╠ß│÷┴╦ęįłA╗ĪŽÓŪąöM║Ž║═ų▒ŠĆ▒ŲĮ³öM║ŽĄ─ĘĮĘ©ŠÄ│╠��Ż¼│╠ą“║åØŹ�����Ż¼ėŗ╦Ń┴┐╔┘Ż¼╝ė╣żŠ½Č╚Ė▀���Ż╗Č°Ūęų╗ę¬ū„╔┘┴┐Ė─ūā����Ż¼Š═┐╔ęįė├ė┌Ė„ĘN▓╗═¼│▀┤ń║═ą╬ĀŅĄ─ĘŪłAŪ·ŠĆ���Ż¼ųžė├┬╩Ė▀��Ż¼╩Ūę╗ĘNĖ▀ą¦┬╩�ĪóĖ▀┘|(zh©¼)┴┐Ą─öĄ(sh©┤)┐ž▄掄ŠÄ│╠ĘĮĘ©�����ĪŻ
ĪĪĪĪ
ĪŠĻP(gu©Īn)µIį~Ī┐ĘŪłAŪ·ŠĆ öĄ(sh©┤)┐ž▄掄 ║Ļ│╠ą“ öM║Ž ėŗ╦Ń
ĪĪĪĪ
ĪĪĪĪ
Ū░čįŻ║
ĪĪĪĪ
öĄ(sh©┤)┐ž▄ć┤▓╔Ž����Ż¼ų╗ę¬─▄ŠÄ│÷│╠ą“Ż¼Š═┐╔ęį▄ć│÷ąĶꬥ─ą╬ĀŅ����ĪŻī”ė┌ę╗░ŃĄ─┴Ń╝■��Ż¼Ųõą╬ĀŅ═∙═∙╩Ū═©▀^ų▒ŠĆ┼cų▒ŠĆŽÓĮ╗����Ż¼ų▒ŠĆ┼cłA╗ĪŽÓĮ╗��Ż¼ų▒ŠĆ┼cłA╗ĪŽÓŪą�����Ż¼łA╗Ī┼cłA╗ĪŽÓĮ╗�Ż¼łA╗Ī┼cłA╗ĪŽÓŪąĄ╚Ė„ĘNų▒ŠĆ┼cłA╗Ī▀MąąĖ„ĘNĘĮ╩ĮĮM║ŽČ°Ą├ĄĮ�����ĪŻ╚╗Č°�����Ż¼▀Ćėą║▄ČÓą╬ĀŅ���Ż¼▓╗╣▄ė╔ų▒ŠĆ┼cłA╗Ī▀Mąąį§śėĘĮ╩ĮĄ─ĮM║Ž���Ż¼Č╝¤oĘ©Ą├ĄĮŻ¼╚ńÖEłAŻ¼╚ńÆü╬’ŠĆ�����Ż¼╚ńš²ŽęŪ·ŠĆĄ╚╚²ĮŪ║»öĄ(sh©┤)Ū·ŠĆ���Īó┬▌ą²ŠĆĄ╚���ĪŻöĄ(sh©┤)┐ž▄ć┤▓╔ŽŻ¼ėąų▒ŠĆ▓Õča�ĪółA╗Ī▓ÕčaŻ¼┐╔ęįų▒ĮėŠÄ│╠ą“╝ė╣ż│÷ė╔ų▒ŠĆ║═łA╗ĪĮM║ŽĄ├ĄĮĄ─ą╬ĀŅ��Ż¼ģs¤oÖEłA▓Õča���ĪóÆü╬’ŠĆ▓Õča�����Ī󚲎ęŪ·ŠĆĄ╚ĘŪłAŪ·ŠĆ▓Õča���Ż¼ę▓Š═¤oĘ©ų▒ĮėŠÄ│╠ą“╝ė╣ż│÷▀@ŅÉą╬ĀŅĪŻ
ĪĪĪĪ
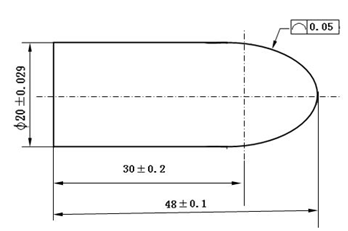
─Ū├┤����Ż¼į┌öĄ(sh©┤)┐ž▄ć┤▓╔Ž�Ż¼╝ė╣żĘŪłAŪ·ŠĆĢræ¬(y©®ng)╚ń║╬ŠÄ│╠─ž���Ż┐╬ęéāŽ╚┐┤┐┤öĄ(sh©┤)┐ž▄ć┤▓╩Ū╚ń║╬īŹ¼F(xi©żn)G01�����ĪóG02║═G03Ą─�����ĪŻė╔öĄ(sh©┤)┐ž▄ć┤▓Ą─▓ÕčaįŁ└Ē┐╔ų¬��Ż¼öĄ(sh©┤)┐ž▄ć┤▓Ą─öĄ(sh©┤)┐žčbų├ę▓▓ó▓╗╩Ūų▒ŠĆū▀│÷▓╗ŲĮąąė┌ū°ś╦▌SĄ─ų▒ŠĆ║═łA╗ĪŪ·ŠĆĄ─Ż¼Č°╩Ūė├ų▒ŠĆČ╬▒ŲĮ³Ą─ĘĮĘ©ū▀│÷▀@ŅÉų▒ŠĆ║═łA╗ĪĄ─��ĪŻę▓Š═╩Ūšf���Ż¼öĄ(sh©┤)┐ž▄ć┤▓īŹļHū▀│÷Ą─▓╗ŲĮąąė┌ū°ś╦▌SĄ─ų▒ŠĆ▓ó▓╗║═ę¬Ū¾Ą─ų▒ŠĆųž║Ž���Ż¼Č°╩Ūė├ę╗ąĪČ╬ę╗ąĪČ╬Ą─ŲĮąąė┌ū°ś╦▌SĄ─ŠĆČ╬╗“╩Ū┼cū°ś╦▌S│╔45Č╚ĮŪĄ─ŠĆČ╬╚źĮ³╦Ųū▀│÷ę¬Ū¾Ą─ų▒ŠĆŻ╗öĄ(sh©┤)┐ž▄ć┤▓īŹļHū▀│÷Ą─łA╗Īę▓▓ó▓╗║═ę¬Ū¾Ą─łA╗Īųž║Ž��Ż¼Č°╩Ūė├ę╗ąĪČ╬ę╗ąĪČ╬Ą─ŲĮąąė┌ū°ś╦▌SĄ─ŠĆČ╬╗“╩Ū┼cū°ś╦▌S│╔45Č╚ĮŪĄ─ŠĆČ╬╚źĮ³╦Ųū▀│÷ę¬Ū¾Ą─łA╗ĪĪŻų╗▓╗▀^�����Ż¼öĄ(sh©┤)┐ž▄ć┤▓į┌ū▀ų▒ŠĆ║═łA╗ĪĢr����Ż¼├┐ū▀ę╗▓ĮŻ¼Č╝Įø(j©®ng)▀^ć└Ė±Ą─ėŗ╦Ń��Ż¼╩╣š`▓Ņ▀_ĄĮ┴╦▀@┼_öĄ(sh©┤)┐ž▄ć┤▓╦∙─▄▀_ĄĮĄ─ūŅĖ▀Š½Č╚�����Ż¼╝┤š`▓Ņ▓╗Ģ■┤¾ė┌▀@┼_öĄ(sh©┤)┐ž▄ć┤▓Ą─├}ø_«ö(d©Īng)┴┐�����Ż¼öĄ(sh©┤)┐ž▄ć┤▓Ą─├}ø_«ö(d©Īng)┴┐╝┤øQČ©┴╦▀@┼_öĄ(sh©┤)┐ž▄ć┤▓Ą─ūŅĖ▀Š½Č╚����Ż¼Č°ę╗░ŃöĄ(sh©┤)┐ž▄ć┤▓Ą─├}ø_«ö(d©Īng)┴┐Č╝▀hąĪė┌▒╗╝ė╣ż┴Ń╝■Ą─Š½Č╚ę¬Ū¾Ż¼╦∙ęį╝ė╣ż│÷Ą─┴Ń╝■Ą─Š½Č╚Č╝─▄▀_ĄĮę¬Ū¾�����ĪŻ
ĪĪĪĪ
ė╔┤╦┐┤üĒŻ¼╬ęéāę▓┐╔ęįė├öĄ(sh©┤)┐ž▄ć┤▓╔ŽöĄ(sh©┤)┐žčbų├īŹ¼F(xi©żn)G01�ĪóG02║═G03Ą─ĘĮĘ©öM║ŽĘŪłAŪ·ŠĆŻ¼ŠÄ│╠ūī▄ćĄČū▀│÷ĘŪłAŪ·ŠĆ����ĪŻŠ▀¾wĄ─ĘĮĘ©ėąā╔ĘNŻ¼╚ńŽ┬Ż║
ĪĪĪĪ
ę╗���Īó łA╗ĪöM║ŽĘŪłAŪ·ŠĆ
ĪĪĪĪ
ęįÖEłA×ķ└²�Ż¼ų╗ę¬Įo│÷ķLČ╠▌S�Ż¼Š═┐╔ęįė├╦─Č╬łA╗ĪĮ³╦Ų«ŗ│÷ę¬Ū¾Ą─ÖEłAŻ¼──├┤��Ż¼Š═┐╔ęįėŗ╦Ń│÷▀@╦─Č╬łA╗ĪĄ─░ļÅĮ║═Ų³cĮK³cöĄ(sh©┤)ō■(j©┤)���Ż¼ŠÄ│÷ÖEłA╝ė╣ż│╠ą“�����Ż¼ų╗▓╗▀^Ż¼▀@śė╝ė╣ż│÷Ą─ÖEłA��Ż¼š`▓Ņ╩Ū▒╚▌^┤¾��Ż¼Č°Ūęš`▓Ņ╩Ū╣╠Č©Ą─Ż¼▓╗─▄Ė∙ō■(j©┤)īŹļH┴Ń╝■Ą─Š½Č╚ę¬Ū¾▀Mąą╝ė╣ż�ĪŻ
ĪĪĪĪ
▓╗▀^Ż¼╚ń╣¹─▄▀Mę╗▓Į���Ż¼ė├Ė³ČÓĄ─łA╗Ī╦Ų║Ž╦∙ę¬╝ė╣żĄ─ÖEłA�����Ż¼Š═─▄╠ßĖ▀Š½Č╚���Ż¼▓ó─▄░┤ę¬Ū¾Ą─Š½Č╚╝ė╣żŻ¼ĘĮĘ©ėąā╔ĘNŻ║
ĪĪĪĪ
ę╗ĘN×ķŽÓÓÅā╔łA╗Ī▒╦┤╦ŽÓĮ╗�����Ż¼─▄▒ŻūC░┤ŠÄ│╠į╩įSš`▓Ņ”─į╩ėŗ╦Ń╣Ø(ji©”)³cū°ś╦�����Ż¼ėŗ╦Ń▀^│╠ŽÓī”║åå╬����Ż¼Ą½ė╔ė┌łA╗ĪŽÓĮ╗Ż¼╣ż╝■▒Ē├µš¹¾w▓╗╣Ō╗¼����Ż¼┴Ń╝■▒Ē├µ┘|(zh©¼)┴┐▓╗Ė▀�ĪŻ
ĪĪĪĪ
┴Ēę╗ĘN╩ŪŽÓÓÅłA╗Ī▒╦┤╦ŽÓŪą��Ż¼┐╔▒ŻūCį┌Ą╚š`▓ŅĄ─Śl╝■Ž┬��Ż¼ė╔ę╗ŽĄ┴ą▒╦┤╦ŽÓŪąĄ─łA╗Ī▒ŲĮ³Ū·ŠĆ�����Ż¼╣ż╝■▒Ē├µš¹¾w╣Ō╗¼���Ż¼┴Ń╝■▒Ē├µ┘|(zh©¼)┴┐Ė▀�����Ż¼Ą½ėŗ╦Ń▀^│╠▀^ė┌Ę▒¼Ź����ĪŻ
ĪĪĪĪ
Č■�Īó ų▒ŠĆöM║ŽĘŪłAŪ·ŠĆ
ĪĪĪĪ
ė├łA╗ĪŽÓŪąĘ©öM║ŽĘŪłAŪ·ŠĆŻ¼╣Ø(ji©”)³c╔┘���Ż¼▒Ē├µ╣Ō╗¼���Ż¼│╠ą“Č╠Ż¼▒Ē├µ┘|(zh©¼)┴┐Ė▀����Ż¼Ą½öĄ(sh©┤)īW(xu©”)╠Ä└ĒÅ═(f©┤)ļsŻ¼▓╗═¼Ą─ĘŪłAŪ·ŠĆę¬Į©┴ó▓╗═¼Ą─öĄ(sh©┤)īW(xu©”)─Żą═��Ż¼ą¦┬╩Ą═����ĪŻ╚ń╣¹╗žŅ^į┘┐┤öĄ(sh©┤)┐ž▄ć┤▓Ą─▓ÕčaįŁ└ĒŻ¼╝┤┐╔░l(f©Ī)¼F(xi©żn)���Ż¼Å─Ė∙▒Š╔Žšf��Ż¼łA╗Ī▓ÕčaūŅĮKīŹ┘|(zh©¼)╔Žę▓╩Ūė├ų▒ŠĆöM║Žū▀│÷üĒĄ─�Ż¼ų╗▓╗▀^╩Ū╣Ø(ji©”)³cķgŠÓąĪ��Ż¼Å─Č°Š½Č╚Ė▀�ĪŻ╦∙ęįŻ¼ų╗ę¬į┌Š½╝ė╣żĢr╚ĪĘŪ│ŻąĪĄ─╣Ø(ji©”)³cķgŠÓ���Ż¼╔§ų┴ė├├}ø_«ö(d©Īng)┴┐ū„ķgŠÓ�����Ż¼Š═┐╔ęį▀h▀h│¼▀^┴Ń╝■Ą─╝ė╣żŠ½Č╚ę¬Ū¾��Ż¼ūį╚╗┐ŽČ©─▄▀_ĄĮ╝ė╣żŠ½Č╚ę¬Ū¾�ĪŻį┌┤ų╝ė╣żĢr╚Ī▌^┤¾Ą─╣Ø(ji©”)³cķgŠÓŻ¼ė├G71╗“G72Ą─ū▀ĄČĘĮ╩Į����Ż¼ąĶꬥ─öĄ(sh©┤)ō■(j©┤)ė╔║Ļ│╠ą“ėŗ╦ŃŻ¼ät═Ļ╚½┐╔ęį▀_ĄĮG71G72Ą─╝ė╣żą¦┬╩���Ż¼▀@śė���Ż¼ė├ų▒ŠĆöM║Ž╝╚─▄▀_ĄĮ╝ė╣ż┘|(zh©¼)┴┐ę¬Ū¾Ż¼ę▓ęūīŹąą��ĪŻ
ĪĪĪĪ
ę“┤╦���Ż¼ų╗ę¬─▄Į©┴ó£╩┤_Ą─öĄ(sh©┤)īW(xu©”)─Żą═���Ż¼Š═┐╔ęį╚ĪĄ├ąĶꬥ─öĄ(sh©┤)īW(xu©”)╣½╩Į����Ż¼░čöĄ(sh©┤)īW(xu©”)╣½╩ĮŠÄ▀M║Ļ│╠ą“����Ż¼Å─Č°╝ė╣ż│÷▀_ĄĮęÄ(gu©®)Č©Š½Č╚ę¬Ū¾Ą─ĘŪłAŪ·ŠĆ����Ż¼Ž┬├µ┼e└²šf├„Ż║
ĪĪĪĪ
Ż©ę╗Ż® ÖEłA
ĪĪĪĪ
Į©┴óöĄ(sh©┤)īW(xu©”)─Żą═Ż¼╚ńłD1Ż║
ĪĪĪĪ
ĪĪĪĪ
╚ĪXū°ś╦×ķūįūā┴┐���Ż¼▀@śė─▄£╩┤_┤_Č©├┐┤╬┤ų╝ė╣żĄ─ėÓ┴┐����Ż¼Zū°ś╦×ķę“ūā┴┐�Ż¼ätZ=a*SQRT[1-a*a/b*b];(ė├║Ļ│╠ą“Ą─ĘĮ╩Į▒Ē╩Š)
ĪĪĪĪ
æ¬(y©®ng)ė├┼e└²Ż║ę¬╝ė╣żŽ┬łD╦∙╩Š┴Ń╝■Ż║
ĪĪĪĪ
ĪĪĪĪ
┴Ń╝■ū¾▀ģ╩Ūų▒ÅĮ×ķ¦Č ,ķL×ķ Ą─▌S,ėę▀ģ╩ŪķL░ļ▌S ,Č╠▌S░ļ ,Į╣³cį┌ ▌SĄ─ÖEłAą²▐D(zhu©Żn)¾w,▌S║═ÖEłAą²▐D(zhu©Żn)¾wŽÓŪąĪŻęįÖEłAųąą─×ķŠÄ│╠įŁ³c���Ż¼╝┤ÖEłAėęČ╦Ą─ū°ś╦×ķŻ©0����Ż¼18Ż®�����Ż¼Ų╩╝ĮŪ×ķ Č╚Ż¼ĮKŻ©╬┤═Ļ���Ż¼Ž┬ę╗ĒōŻ®
ĪĪĪĪ
|