|
═Čė░āx║¾╔wūó╦▄┬NŪ·ūāą╬Ą─ā×(y©Łu)╗»
ĮŁ╠K╩ĪģŪųąųąĄ╚īŻśI(y©©)īW(xu©”)ąŻ Ļæ┤║éźĪĪ2017/11/12 19:44:46
ĪĪĪĪ š¬ę¬Ż║═Čė░āx║¾╔wį┌─ŻŠ▀ųŲįņĘĮ├µī┘ė┌Ąõą═Ą─▒Ī▒┌╦▄╝■Ż¼Č°▒Ī▒┌╦▄╝■į┌ųŲįņ▀^│╠ųąūŅļy┐žųŲ╗“ĮŌøQĄ─å¢Ņ}Š═╩Ū┬NŪ·ūāą╬����ĪŻ▒Š╬─═©▀^Moldflow▄ø╝■ī”(du©¼)═Čė░āx║¾╔wĄ─╚²ĘN▓╗═¼▀M(j©¼n)Ø▓ĘĮ╩Į▀M(j©¼n)ąąā×(y©Łu)╗»Ż¼╚╗║¾ĮY(ji©”)║Žš²Į╗įO(sh©©)ėŗ(j©¼)ī”(du©¼)ūó╦▄╣ż╦ćģóöĄ(sh©┤)▀M(j©¼n)ąąā×(y©Łu)╗»�����Ż¼Ą├ĄĮ┴╦ūŅā×(y©Łu)╣ż╦ćģóöĄ(sh©┤)ĮM║Ž����Ż¼ėąą¦┐žųŲ┴╦═Čė░āx║¾╔wĄ─┬NŪ·ūāą╬ĪŻ
ĪĪĪĪ
ĻP(gu©Īn)µIį~Ż║┬NŪ·ūāą╬ ▀M(j©¼n)Ø▓ĘĮ╩Į ╣ż╦ćģóöĄ(sh©┤)
ĪĪĪĪ
ĪĪĪĪ
Optimization of Warpage for Injection Molding of Rear Cover of Projector
ĪĪĪĪ
LU Chun-wei
ĪĪĪĪ
(Jiangsu Wuzhong vocational secondary school,Suzhou 215104)
ĪĪĪĪ
Abstract: The rear cover of the projector belongs to the typical thin wall plastic parts in the manufacture of the die, and the most difficult problem to control or solve in the manufacturing process of the thin-wall plastic parts is warpage. In this paper, through the optimization of Moldflow software for three different ways of feeding the projector back cover, and then combined with the injection molding process parameters were optimized by orthogonal design, the optimal combination of process parameters, the warpage finally cover the effective control of projector.
ĪĪĪĪ
Keywords: warping deformation, pouring method, process parameters
ĪĪĪĪ
ĪĪĪĪ
═Čė░āx╩Ūę╗ĘN┐╔ęįīółDŽ±╗“ęĢŅl═Č╔õĄĮ─╗▓╝╔ŽĄ─įO(sh©©)éõ�Ż¼┐╔ęį═©▀^▓╗═¼Ą─Įė┐┌Ż¼═¼ėŗ(j©¼)╦ŃÖC(j©®)���ĪóVCD����ĪóDVDĪóBD��Īóė╬æ“ÖC(j©®)����ĪóDVĄ╚ŽÓ▀BĮėŻ¼ęį▓źĘ┼ŽÓæ¬(y©®ng)Ą─ęĢŅlą┼╠¢(h©żo)����ĪŻļSų°═Čė░āxÅVĘ║æ¬(y©®ng)ė├ė┌╝ę═źĪó▐k╣½╩ę��ĪóīW(xu©”)ąŻ║═Ŗ╩śĘł÷(ch©Żng)╦∙����Ż¼╦³Ą─ąĶŪ¾┴┐įĮüĒįĮ┤¾ĪŻ
ĪĪĪĪ
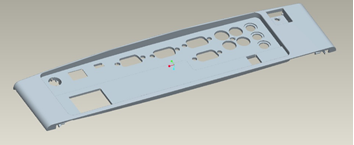
▒Š╬─═Čė░āx║¾╔wĄ─═Ōą╬│▀┤ń×ķ289.9Ī┴78.5Ī┴14.39mm����Ż¼ŲĮŠ∙▒┌║±×ķ2mmŻ¼ī┘ė┌ūó╦▄╝■Ūę▒ĪČ°Å═(f©┤)ļsŻ¼╚ńłD1╦∙╩Š����ĪŻė╔ė┌═Čė░āx║¾╔w═Ōė^┘|(zh©¼)┴┐ę¬Ū¾Ż¼ąĶę¬┴╝║├│╔ą═╣ż╦ćąį��ĪŻ╔·«a(ch©Żn)Ģr(sh©¬)����Ż¼ąĶę¬ęūė┌═Čė░Ū░╔wčb┼õ�����Ż¼ę“┤╦▓╗─▄ėą╠½┤¾Ą─┬NŪ·����ĪŻ═Čė░āx╣żū„Ģr(sh©¬)Ģ■(hu©¼)«a(ch©Żn)╔·┤¾┴┐¤ß┴┐Ż¼╩╣Ą├═ŌÜżĄ─£žČ╚▀_(d©ó)ĄĮ50Ī½60Īµ╔§ų┴Ė³Ė▀�����Ż¼╦∙ęį▀xō±═Čė░āxė░║¾╔wĄ─▓─┴ŽąĶꬊ▀ėą┴╝║├ūĶ╚╝ąį��Ż¼╣╩▒Š░Ė▀xō±Š█ų¼╦ߧźŻ©TEIJIN_PC_MN3600HŻ®ū„×ķ▓─┴Ž���ĪŻ
ĪĪĪĪ
ĪĪĪĪ
łD1ĪĪ═Čė░āx║¾╔w
ĪĪĪĪ
1ĪĪ─Żą═£╩(zh©│n)éõ
ĪĪĪĪ
1.1ĪĪĮ©─Ż
ĪĪĪĪ
Moldflow▄ø╝■ūį╔ĒŠ▀éõCADĮ©─Ż�Ż¼Ą½╩╣ė├╦³Į©─ŻĘŪ│ŻĘ▒¼ŹĪŻ×ķ┴╦Į©─ŻĘĮ▒Ń��Ż¼═©ė├Ģ■(hu©¼)╩╣ė├UG���ĪóPro/e����ĪóCATIAĄ╚3D▄ø╝■▀M(j©¼n)ąąĮ©─Ż����Ż¼╚╗║¾ī¦(d©Żo)╚ļMoldflowųą▀M(j©¼n)ąą─Ż╦ŲĘų╬÷ĪŻ▒Š╬─į┌«a(ch©Żn)ŲĘįņą═║═ĮY(ji©”)śŗ(g©░u)įO(sh©©)ėŗ(j©¼)ųą╩╣ė├Pro/e▄ø╝■Į©─Ż�����ĪŻ
ĪĪĪĪ
1.2ĪĪ─Żą═ą▐Å═(f©┤)┼c║å(ji©Żn)╗»
ĪĪĪĪ
ė╔ė┌Ė„ĘNų„┴„3D▄ø╝■ų«ķg╝░Š½Č╚ų«ķg┤µį┌▓Ņ«É��Ż¼╩╣Ą├╦³éā─Żą═▌ö│÷║¾į┌Moldflowųą▀M(j©¼n)ąąŠW(w©Żng)Ė±äØĘųĢr(sh©¬)▓╗┐╔▒▄├Ō│÷¼F(xi©żn)ūįė╔▀ģ╗“ŠW(w©Żng)Ė±ųž»BŽÓĮ╗Ą╚Õe(cu©░)š`�����Ż¼ĮoĘų╬÷Ū░╠Ä└Ē▀@ą®Õe(cu©░)š`ĦüĒ┴╦Š▐┤¾╣żū„┴┐���ĪŻ×ķ┴╦£p╔┘ŠW(w©Żng)Ė±äØĘųĢr(sh©¬)▀^║¾╠Ä└Ē╣żū„��Ż¼į┌ī¦(d©Żo)╚ļAMIŠW(w©Żng)Ė±äØĘųŪ░Ž╚╩╣ė├Moldflow CAD doctorą▐ča(b©│)─Żą═��ĪŻ
ĪĪĪĪ
2ĪĪūó╦▄▀M(j©¼n)Ø▓ĘĮ╩ĮĄ─ā×(y©Łu)╗»
ĪĪĪĪ
─ŻŠ▀ŽĄĮy(t©»ng)Ą─Ø▓┐┌╬╗ų├�����Īóą╬╩Į║═öĄ(sh©┤)┴┐Č╝Ģ■(hu©¼)ė░Ēæ╦▄┴Ž╚█¾wĄ─╠Ņ│õĀŅæB(t©żi)�ĪŻ┴„äė(d©░ng)ŠÓļxįĮķLŻ¼ā÷ĮY(ji©”)īė┼cųąą─┴„äė(d©░ng)īėų«ķg┴„äė(d©░ng)║═ča(b©│)┐sę²ŲĄ─ā╚(n©©i)æ¬(y©®ng)┴”įĮ┤¾���Ż╗Ę┤ų«Ż¼ā╚(n©©i)æ¬(y©®ng)┴”ätĮĄĄ═�Ż¼┬NŪ·ūāą╬ę▓Ģ■(hu©¼)£p╔┘ĪŻė╔ė┌═Čė░āx║¾╔w┤¾ąĪ�����Īóą╬ĀŅĄ╚ę“╦ž��Ż¼▒Š╬─øQČ©▓╔ė├╚²░Õ╩Į─ŻŠ▀�����ĪŻę¬£pąĪ┬NŪ·┴┐Ż¼┐╔ęįÅ──ŻŠ▀ĮY(ji©”)śŗ(g©░u)Ø▓ūóŽĄĮy(t©»ng)▀M(j©¼n)ąąā×(y©Łu)╗»��ĪŻ═©▀^ÄūĘN▓╗═¼▀M(j©¼n)Ø▓ĘĮ╩Į▀M(j©¼n)ąąMoldflow▄ø╝■┬NŪ·┴┐Ęų╬÷�Ż¼Ą├ĄĮūŅąĪ┬NŪ·┴┐Ą─▀M(j©¼n)Ø▓ĘĮ╩ĮüĒū„×ķūŅĮK▀x╚ĪĄ─▀M(j©¼n)Ø▓ĘĮ╩ĮĪŻŽ┬├µī”(du©¼)╚²ĘN▓╗═¼▀M(j©¼n)Ø▓ĘĮ╩ĮŻ©łD2Ż®▀M(j©¼n)ąąMoldflow│õ╠Ņ+▒Żē║+┬NŪ·Ęų╬÷Ż©łD3Ż®���ĪŻ╚²ĘN▓╗═¼▀M(j©¼n)Ø▓ĘĮ╩ĮĘųäe▀M(j©¼n)ąą┬NŪ·Ęų╬÷║¾���Ż¼Ą├ĄĮ╚²ĘN▓╗═¼▀M(j©¼n)Ø▓³c(di©Żn)«a(ch©Żn)╔·Ą─Ė„ĘĮŽ“Ą─┬NŪ·┴┐Ż¼╚ń▒Ē1╦∙╩Š�����ĪŻ<Ż©╬┤═Ļ�Ż¼Ž┬ę╗ĒōŻ®
ĪĪĪĪ
|