|
═Čė░āx║¾╔wūó╦▄┬NŪ·ūāą╬Ą─ā×(y©Łu)╗»
ĮŁ╠K╩ĪģŪųąųąĄ╚īŻśI(y©©)īW(xu©”)ąŻ Ļæ┤║éźĪĪ2017/11/12 19:44:46
Ż©Įė╔ŽĒō(y©©)Ż®br>ĪĪĪĪ
ĪĪĪĪ
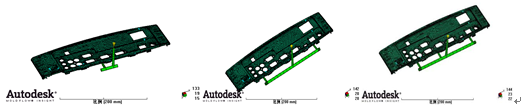
łD2ĪĪį┌╚²ĘN▓╗═¼▀M(j©¼n)Ø▓ĘĮ╩Į
ĪĪĪĪ
ĪĪĪĪ
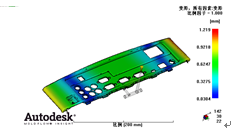
łD3ĪĪMoldflow│õ╠Ņ+▒Żē║+┬NŪ·Ęų╬÷
ĪĪĪĪ
▒Ē1ĪĪ╚²ĘN▓╗═¼▀M(j©¼n)Ø▓³c(di©Żn)«a(ch©Żn)╔·Ą─Ė„ĘĮŽ“Ą─┬NŪ·┴┐
ĪĪĪĪ
┬NŪ·┴┐ ę╗³c(di©Żn)▀M(j©¼n)Ø▓ Č■³c(di©Żn)▀M(j©¼n)Ø▓ ╚²³c(di©Żn)▀M(j©¼n)Ø▓
ĪĪĪĪ
┐éĄ─┬NŪ·┴┐ 1.219mm 1.371mm 1.081mm
ĪĪĪĪ
XĘĮŽ“Ą─┬NŪ·┴┐ 0.3021mm 0.3957mm 0.3199mm
ĪĪĪĪ
YĘĮŽ“Ą─┬NŪ·┴┐ 0.0958mm 0.2272mm 0.1753mm
ĪĪĪĪ
ZĘĮŽ“Ą─┬NŪ·┴┐ 1.177mm 1.309mm 1.019mm
ĪĪĪĪ
╚²ĘN▓╗═¼▀M(j©¼n)Ø▓³c(di©Żn)«a(ch©Żn)╔·Ą─Ė„ĘĮŽ“Ą─┬NŪ·┴┐╚ń▒Ē1╦∙╩Š��Ż¼═Čė░āx║¾╔wūŅ┤¾«a(ch©Żn)╔·┬NŪ·┴┐Ą─ĘĮŽ“?y©żn)ķZŽ“����Ż¼Ųõ╦¹ĘĮŽ“┬NŪ·┴┐┼cZŽ“▌^ąĪ║▄ČÓĪŻę“┤╦�����Ż¼£pąĪZĘĮŽ“┬NŪ·┴┐Š═┐╔ęį£pąĪ┐éĄ─┬NŪ·┴┐�����ĪŻÅ─▒Ē1┐╔ęįŪÕ│■½@ų¬�Ż¼▀M(j©¼n)Ø▓³c(di©Żn)ųąŻ¼╚²³c(di©Żn)▀M(j©¼n)Ø▓Ą─ZĘĮŽ“Ą─┬NŪ·┴┐1.019mmūŅąĪ��Ż¼┐éĄ─┬NŪ·┴┐1.081mmę▓ūŅąĪ��ĪŻę“┤╦�����Ż¼╚²³c(di©Żn)▀M(j©¼n)Ø▓ŽÓī”(du©¼)Ųõ╦¹ā╔ĘN▀M(j©¼n)Ø▓ĘĮ╩Įī”(du©¼)ųŲŲĘ┐╔ęįĖ³ąĪ╗“Ė³║├ĪŻ
ĪĪĪĪ
3ĪĪūó╦▄╣ż╦ćģóöĄ(sh©┤)ā×(y©Łu)╗»
ĪĪĪĪ
═Čė░āxĄ─┬NŪ·ūāą╬ć└(y©ón)ųžė░Ēæ«a(ch©Żn)ŲĘ┘|(zh©¼)┴┐��Ż¼┬NŪ·ūāą╬ļm╚╗¤o(w©▓)Ę©═Ļ╚½Ž¹│²��Ż¼Ą½į┌│╔ą═▀^(gu©░)│╠ųą╚ń─▄║▄║├Ąž┐žųŲ│╔ą═╣ż╦ćģóöĄ(sh©┤)��Ż¼Š═┐╔ęįėąą¦£pąĪ┬NŪ·ūāą╬��ĪŻČ°ūó╔õ│╔ą═╩Ūę╗éĆ(g©©)Å═(f©┤)ļs▀^(gu©░)│╠���Ż¼╦▄┴Ž╚█¾wį┌ą═Ū╗ųąĄ─┴„äė(d©░ng)ąą×ķ║▄ļyų▒ė^▒Ēš„��ĪŻ▒Š░Ė▀x╚Īī”(du©¼)┬NŪ·ūāą╬ėąė░ĒæĄ─ūó╦▄Ģr(sh©¬)ķg����Īó─ŻŠ▀£žČ╚����Īó╚█¾w£žČ╚Ą─ūā╗»▀M(j©¼n)ąą─Ż╦ŲĘų╬÷Ż¼įO(sh©©)ėŗ(j©¼)š²Į╗įćīŹ(sh©¬)“×(y©żn)Ę©šę│÷ūŅąĪ┬NŪ·ūāą╬Ą─ĘĮ░Ė�����ĪŻ
ĪĪĪĪ
3.1ĪĪš²Į╗īŹ(sh©¬)“×(y©żn)įO(sh©©)ėŗ(j©¼)
ĪĪĪĪ
Moldflow─ŻöMĘų╬÷Ą├ĄĮĄ─═Čė░āx║¾╔wĄ─┬NŪ·┴┐┤¾▓┐Ęųė╔ZĘĮŽ“ūāą╬ī¦(d©Żo)ų┬��ĪŻę“┤╦����Ż¼įć“×(y©żn)ųą▀x╚Ī─ŻöM╦∙Ą├Ą─ZĘĮŽ“ūŅ┤¾ūāą╬┴┐×ķįć“×(y©żn)ųĖś╦(bi©Īo)ĪŻ▒Š░Ė▀xō±┴╦╚²éĆ(g©©)įć“×(y©żn)ę“╦ž║═╦«ŲĮ��Ż¼į┌ś╦(bi©Īo)£╩(zh©│n)╚š│Ż╔·«a(ch©Żn)ģóöĄ(sh©┤)Ą─╗∙ĄA(ch©│)╔Ž▀M(j©¼n)ąą║Ž└ĒĄ─╔ŽŽ┬ūāäė(d©░ng)Ą├ĄĮįć“×(y©żn)╦«ŲĮ�����ĪŻūó╔õĢr(sh©¬)ķg╚Ī3Ī½4.5s�Ż¼─ŻŠ▀£žČ╚╚Ī60Ī½90ĪµŻ¼╚█¾w£žČ╚╚Ī270Ī½300Īµ����ĪŻ░┤šš╣ż╦ćģóöĄ(sh©┤)╚ĪĘČć·š²Į╗įć“×(y©żn)ę“╦ž║═╦«ŲĮĄ─▀x╚ĪŻ¼ĮY(ji©”)╣¹╚ń▒Ē2╦∙╩Š����ĪŻ░┤L16(43)š²Į╗▒ĒŻ¼░▓┼┼įć“×(y©żn)Ą├ZŽ“┬NŪ·┴┐��Ż¼ĮY(ji©”)╣¹╚ń▒Ē3╦∙╩Š�ĪŻ
ĪĪĪĪ
▒Ē2ĪĪę“╦ž║═╦«ŲĮ▒Ē
ĪĪĪĪ
ę“╦ž
ĪĪĪĪ
╦«ŲĮ ūó╔õĢr(sh©¬)ķg/s ─ŻŠ▀£žČ╚/Īµ ╚█¾w£žČ╚/Īµ
ĪĪĪĪ
L1 3 60 270
ĪĪĪĪ
L2 3.5 70 280
ĪĪĪĪ
L3 4 80 290
ĪĪĪĪ
L4 4.5 90 300
ĪĪĪĪ
▒Ē3ĪĪ░┤┼┼─Ż╦ŲĘų╬÷ĮY(ji©”)╣¹▒Ē
ĪĪĪĪ
ę“╦ž
ĪĪĪĪ
įć“×(y©żn) ūó╔õĢr(sh©¬)ķg/s ─ŻŠ▀£žČ╚/Īµ ╚█¾w£žČ╚/Īµ ZŽ“┬NŪ·┴┐/mm
ĪĪĪĪ
įć“×(y©żn)1 3 60 270 1.13
ĪĪĪĪ
įć“×(y©żn)2 3 70 280 1.198
ĪĪĪĪ
įć“×(y©żn)3 3 80 290 1.235
ĪĪĪĪ
įć“×(y©żn)4 3 90 300 1.23
ĪĪĪĪ
įć“×(y©żn)5 3.5 70 270 1.008
ĪĪĪĪ
įć“×(y©żn)6 3.5 80 300 0.965
ĪĪĪĪ
įć“×(y©żn)7 3.5 90 290 1.111
ĪĪĪĪ
įć“×(y©żn)8 4 60 290 1.102
ĪĪĪĪ
įć“×(y©żn)9 4 70 300 0.9086
ĪĪĪĪ
įć“×(y©żn)10 4 90 280 0.9685
ĪĪĪĪ
įć“×(y©żn)11 4 90 280 0.8686
ĪĪĪĪ
įć“×(y©żn)12 4.5 60 290 0.9517
ĪĪĪĪ
įć“×(y©żn)13 4.5 60 300 0.8240
ĪĪĪĪ
įć“×(y©żn)14 4.5 70 290 0.7841
ĪĪĪĪ
įć“×(y©żn)15 4.5 80 280 0.7761
ĪĪĪĪ
įć“×(y©żn)16 4.5 90 270 0.7977
ĪĪĪĪ
3.2ĪĪöĄ(sh©┤)ō■(j©┤)Ęų╬÷
ĪĪĪĪ
ī”(du©¼)▒Ē3š¹└ĒĄ─įć“×(y©żn)ĮY(ji©”)╣¹▀M(j©¼n)ąąśO▓ŅĘų╬÷��Ż¼Ęų╬÷ĮY(ji©”)╣¹╚ń▒Ē4���ĪółD4╦∙╩ŠĪŻ
ĪĪĪĪ
▒Ē4ĪĪĘų╬÷śO▓Ņ▒Ē
ĪĪĪĪ
ę“╦ž
ĪĪĪĪ
įć“×(y©żn) ūó╔õĢr(sh©¬)ķg/s ─ŻŠ▀£žČ╚/Īµ ╚█¾w£žČ╚/Īµ ZŽ“┬NŪ·┴┐/mm
ĪĪĪĪ
Š∙ųĄ1 1.198 0.968 0.940
ĪĪĪĪ
Š∙ųĄ2 1.046 0.979 0.983
ĪĪĪĪ
Š∙ųĄ3 0.924 0.998 1.007
ĪĪĪĪ
Š∙ųĄ4 0.795 1.020 1.033
ĪĪĪĪ
śO▓Ņ 0.403 0.052 0.093
ĪĪĪĪ

ĪĪĪĪ
łD4ĪĪą¦æ¬(y©®ng)Ū·ŠĆłD
ĪĪĪĪ
▒Ē4Ą─śO▓ŅĘų╬÷ĮY(ji©”)╣¹ųą��Ż¼Ė„ę“╦žī”(du©¼)æ¬(y©®ng)ėą4éĆ(g©©)Š∙ųĄ���ĪŻĖ„ę“╦žųąŠ∙ųĄūŅąĪ���Ż¼ī”(du©¼)ZŽ“┬NŪ·ūāą╬┴┐ūŅąĪĪŻ╚Ī│÷Ė„ę“╦žī”(du©¼)æ¬(y©®ng)Ą─Š∙ųĄūŅąĪĄ─╦«ŲĮ�Ż¼╝┤į┌įō╦«ŲĮŚl╝■Ż©╬┤═ĻŻ¼Ž┬ę╗Ēō(y©©)Ż®
ĪĪĪĪ
|