|
ę╗ĘN├µŽ“╝Å┐Ś═▓╣▄Ą─└Ē╣▄įO(sh©©)éõĄ─ÖC(j©®)śŗ(g©░u)įO(sh©©)ėŗ(j©¼)
ĮŁĻÄ┬ÜśI(y©©)╝╝ąg(sh©┤)īW(xu©”)į║ Åł┴╝,ąņąl(w©©i)ć°(gu©«)ĪĪ2018/10/24 19:56:22
Ż©Įė╔ŽĒō(y©©)Ż®ėŗ(j©¼)öĄ(sh©┤)����ĪŻ
ĪĪĪĪ
┐╝æ]ĄĮ░č╝å╣▄║ą╣╠Č©į┌─│╠ÄŻ¼╝å╣▄┬õŽ“╝å╣▄╩š╝{║ą║¾Ģ■(hu©¼)Čč»Bį┌ę╗Ų�Ż¼Å─Č°║¾üĒ(l©ói)Ą─╝å╣▄▓╗─▄īó╝å╣▄║ąčbØM▓óŪęĢ■(hu©¼)Ą¶│÷║ąūėŻ¼▀@śėŠ═ąĶę¬ę╗éĆ(g©©)ÖC(j©®)śŗ(g©░u)üĒ(l©ói)īŹ(sh©¬)¼F(xi©żn)╝å╣▄║ąĄ─ö[äė(d©░ng)�Ż¼ūī╝å╣▄║Ž└ĒĄ─Š∙ä“Ą─┬õ╚ļ╝å╣▄║ą▓óš¹²RĄ─┼┼┴ąė┌╝å╣▄║ąųąĪŻ▓╔ė├╦─ŚUÖC(j©®)śŗ(g©░u)Ż¼▀xō±Ū·▒·ōuŚUÖC(j©®)śŗ(g©░u)��Ż¼▀xō±ōuŚUö[ĮŪ╩╣Ą├╝å╣▄║ą░▓čbė┌ōuŚUĄ─ĒöČ╦���Ż¼╝å╣▄║ą┐╔ęįīŹ(sh©¬)¼F(xi©żn)łA╗Īö[äė(d©░ng)[3]����ĪŻ╦─ŚUÖC(j©®)śŗ(g©░u)ėŗ(j©¼)╦Ń║å(ji©Żn)å╬�����Ż¼╝ė╣żĘĮ▒Ń▓ó─▄║▄║├ĄžīŹ(sh©¬)¼F(xi©żn)╝å╣▄║ąĄ─ä“╦┘ö[äė(d©░ng)���ĪŻ
ĪĪĪĪ
4 š¹ÖC(j©®)╣”─▄īŹ(sh©¬)¼F(xi©żn)┴„│╠
ĪĪĪĪ
╔Ž┴Ž▌ö╦═å╬į¬����Īó│§║Y┬▌ŚU����Īó═▓╣▄é„╦═ĦŠ∙▓╔ė├220VĮ╗┴„²X▌å£p╦┘ļŖÖC(j©®)Ż¼┼õ╔Žš{(di©żo)╦┘Ų„▐D(zhu©Żn)╦┘0ĄĮųĖČ©▐D(zhu©Żn)╦┘┐╔š{(di©żo)��ĪŻé„╦═ĦĄ─Č╦▓┐░▓čbėąėŗ(j©¼)öĄ(sh©┤)Ų„12�����Ż¼├┐ū▀▀^(gu©░)ę╗éĆ(g©©)═▓╣▄Š═ėŗ(j©¼)öĄ(sh©┤)ę╗┤╬ĪŻŅü╔½é„ĖąŲ„░▓čbį┌┬®ČĘŽ┬ĘĮ�����Ż¼ūR(sh©¬)äe│÷▓╗═¼Ņü╔½Ą─═▓╣▄ęį╝░ėąŠĆ═▓╣▄║¾��Ż¼ĘųäeĮo╬╗ė┌▓╗═¼╬╗ų├Ą─ļŖ┤┼ĶF═ŲŚU5ęįäė(d©░ng)ū„ųĖ┴Ņ�����Ż¼įōäė(d©░ng)ū„ųĖ┴Ņ╩Ūčė▀täė(d©░ng)ū„ųĖ┴Ņ���Ż¼▒ŻūCŅü╔½é„ĖąŲ„ūR(sh©¬)äe═Ļ│╔║¾Ż¼═▓╣▄ū▀ĄĮŽÓæ¬(y©®ng)╬╗ų├��Ż¼ŽÓæ¬(y©®ng)Ą─ļŖ┤┼ĶF═ŲŚU▓┼Ģ■(hu©¼)äė(d©░ng)ū„����Ż¼░č▓╗═¼Ņü╔½Ą─═▓╣▄═Ų│÷ĄĮ▓╗═¼Ą─╩š╝{ŽõųąĪŻš¹ÖC(j©®)Š▀¾wĮY(ji©”)śŗ(g©░u)╚ńłD5╦∙╩Š�ĪŻ
ĪĪĪĪ
ĪĪĪĪ
1┴ŽČĘ 2Ņü╔½é„ĖąŲ„ 3łDŽ±ūR(sh©¬)äeŽĄĮy(t©»ng) 4╬╗ų├é„ĖąŲ„
ĪĪĪĪ
5ļŖ┤┼ĶF═ŲŚU 6┬õ╣▄═©Ą└ 7═▓╣▄é„╦═Ħ 8ėą╝å═▓╣▄╩š╝{Žõ
ĪĪĪĪ
9¤o(w©▓)╝å╝å═▓╣▄╩š╝{Žõ 10═▓╣▄Žõé„╦═Ħ 11┤ų┤¾ėą╝å═▓╣▄╩š╝{Žõ 12ėŗ(j©¼)öĄ(sh©┤)é„ĖąŲ„
ĪĪĪĪ
łD5 └Ē╣▄ÖC(j©®)š¹¾wĮY(ji©”)śŗ(g©░u)
ĪĪĪĪ
Ņü╔½ūR(sh©¬)äe▓╔ė├LinuxŽĄĮy(t©»ng)┐žųŲĄ─łDŽ±ūR(sh©¬)äeå╬į¬Ż¼į┌ūR(sh©¬)äe═▓╣▄Ņü╔½Ą─═¼Ģr(sh©¬)▀Ć┐╔ęįūR(sh©¬)äeėąŠĆ═▓╣▄����Ż¼özŽ±Ņ^▓╔ė├▀M(j©¼n)┐┌Ū¦šūŠW(w©Żng)╝ē(j©¬)äe╣żśI(y©©)ŽÓÖC(j©®)����Ī����Ż┐žųŲŽĄĮy(t©»ng)▓╔ė├ŪČ╚ļ╩Įå╬Ų¼ÖC(j©®)Ż¼╩╣ė├ŪČ╚ļ╩ĮŻ├šZ(y©│)čį│╠ą“ū„×ķķ_(k©Īi)░l(f©Ī)šZ(y©│)čį[4]��ĪŻ┤╦╠Ä┬į�����ĪŻ
ĪĪĪĪ
ĪĪĪĪ
ĮY(ji©”)šZ(y©│)
ĪĪĪĪ
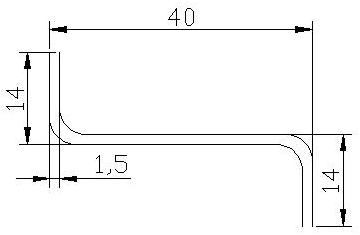
ßśī”(du©¼)¼F(xi©żn)ėą└Ē╣▄ÖC(j©®)╣”─▄å╬ę╗�Ż¼└Ē╣▄ą¦┬╩Ą═Ą─▓╗ūŃŻ¼įO(sh©©)ėŗ(j©¼)┴╦ę╗ĘN├µŽ“╝Å┐Ś═▓╣▄Ą─└Ē╣▄įO(sh©©)éõ�ĪŻīŻ(zhu©Īn)ķT(m©”n)×ķš¹┴ąå╬į¬įO(sh©©)ėŗ(j©¼)┴╦┴ŽČĘŻ¼įō┴ŽČĘ┐╔ęį╠▐│²ėą╝å┤ų┤¾═▓╣▄�����Ż¼╩╣═▓╣▄│÷┴ŽČĘĢr(sh©¬)╠Äė┌╦«ŲĮ╬╗ų├���ĪŻ╦═┴Žå╬į¬▓╔ė├PVC▓─┘|(zh©¼)Ą─é„╦═Ħ╩Į��Ż¼Ė∙ō■(j©┤)╔·«a(ch©Żn)╣Ø(ji©”)┼─║═┐žųŲå╬į¬ūŅ┤¾╠Ä└Ē╦┘Č╚┤_Č©é„╦═Ħ╦┘Č╚�ĪŻ
ĪĪĪĪ
▓╔ė├ÖnŚU╩ĮĘŁ▐D(zhu©Żn)įŁ└ĒįO(sh©©)ėŗ(j©¼)┴╦ĘŁ▐D(zhu©Żn)ÖC(j©®)śŗ(g©░u)Ż¼īŹ(sh©¬)¼F(xi©żn)═▓╣▄┤¾ąĪŅ^Įy(t©»ng)ę╗┼┼┴ą��ĪŻÖC(j©®)Ų„┐“╝▄▓╔ė├õX║ŽĮą═▓─�����Ż¼é„äė(d©░ng)ØL║═Č╦╔wĄ╚╗ž▐D(zhu©Żn)┴Ń╝■▓╔ė├¤o(w©▓)┐põō╣▄ųŲū„�����Ż¼ÅłŠoš{(di©żo)╣Ø(ji©”)ÖC(j©®)śŗ(g©░u)Ą╚▀xė├ś╦(bi©Īo)£╩(zh©│n)╝■│Żė├╝■����Ż¼£p╔┘┴╦╔·«a(ch©Żn)╔²▒Š║═ĮĄĄ═┴╦╔·«a(ch©Żn)ų▄Ų┌�����ĪŻš¹┴ąå╬į¬║═╦═┴Žå╬į¬╣▓½@Ą├4éĆ(g©©)ć°(gu©«)╝ęīŻ(zhu©Īn)└¹��Ż¼─┐Ū░įćųŲĄ─śėÖC(j©®)▀\(y©┤n)ąą┴„Ģ│�Ż¼═▓╣▄╠Ä└Ē╦┘Č╚ØMūŃŅA(y©┤)įO(sh©©)─┐ś╦(bi©Īo)Ż¼ŅA(y©┤)ėŗ(j©¼)┴┐«a(ch©Żn)║¾Ģ■(hu©¼)ėąÅVķ¤Ą─æ¬(y©®ng)ė├Ū░Š░����ĪŻ
ĪĪĪĪ
ĪĪĪĪ
ģó┐╝╬─½I(xi©żn)
ĪĪĪĪ
[1]ąņė└ųŠ.║Ż±R╝»¾w┬õ╝å╝Ü(x©¼)╝åÖC(j©®)ķL(zh©Żng)▄ć(ch©ź)Ęų¾w╩Įūįäė(d©░ng)└Ē╣▄ÖC(j©®)╩╣ė├¾wĢ■(hu©¼)[J/OL].╝Å┐ŚŲ„▓─,2018:1-2[2018-08-31].http://kns.cnki.net/kcms/detail/61.1131.TS.20170831.1741.004.html.
ĪĪĪĪ
[2]ĻÉŅŻ,ąņ░▓▀M(j©¼n),ģŪąĪŲG.└Ē╣▄ÖC(j©®)Ą─蹊┐┼cįO(sh©©)ėŗ(j©¼)[J].ÖC(j©®)ļŖ«a(ch©Żn)ŲĘķ_(k©Īi)░l(f©Ī)┼cäō(chu©żng)ą┬,2012,25(03):43-44.
ĪĪĪĪ
[3]╬õ¾Ńµ├.ĮŁĻÄäPśI(y©©)ūįäė(d©░ng)Įj(lu©░)═▓└Ē╣▄ÖC(j©®)═©▀^(gu©░)ĶbČ©[J].╝Å┐ŚÖC(j©®)ąĄ,2016(01):21.
ĪĪĪĪ
[4]═§║Żė±.└Ē╣▄ÖC(j©®)┐žųŲŽĄĮy(t©»ng)Ą─蹊┐[D].╠ņĮ“┐Ų╝╝┤¾īW(xu©”),2017.
ĪĪĪĪ
|