|
Ųš▄ć═ŌłA│▀┤ńŠ½┤_┐žųŲĄ─ĘĮĘ©
╠®ų▌╝╝ĤīWį║ ųņŪ┘ĪĪ2019/2/1 10:42:02
ĪĪĪĪ ĪŠš¬ę¬Ī┐ļSų°¼F(xi©żn)┤·╝ė╣ż╝╝ągĄ─░l(f©Ī)š╣Ż¼ī”¼F(xi©żn)┤·╝ė╣żųŲįņŠ½Č╚ę▓īó╠ß│÷Ė³ČÓ����ĪóĖ³Ė▀Ą─ę¬Ū¾Ż¼Č°└¹ė├Ųš═©▄ć┤▓╝ė╣ż│÷Ė▀Š½Č╚Ą─«a(ch©Żn)ŲĘ╩Ū├┐ę╗éĆŲš═©▄ć┤▓▓┘ū„š▀Č╝ę¬├µ┼RĄ─ļyŅ}����ĪŻį┌Ųš═©▄ć┤▓╝ė╣żųąŻ¼═ŌłAų∙├µ╩Ū│ŻęŖĄ─▌SŅÉ�Īó╠ūŅÉ┴Ń╝■ūŅ╗∙▒Š▒Ē├µĪŻ╦∙ęįį┌╝ė╣żųą╚ń║╬Š½┤_Ąž┐žųŲ═ŌłAų∙├µ│▀┤ń╩ŪĮŌøQŲš═©▄ć┤▓ļyęį╝ė╣ż│÷Ė▀Š½Č╚«a(ch©Żn)ŲĘĄ─ĻPµI�����ĪŻ
ĪĪĪĪ
ĪŠĻPµIį~Ī┐╝ė╣żŠ½Č╚ ┐žųŲ ų▒ÅĮ│▀┤ń Š½Č╚
ĪĪĪĪ
ĪĪĪĪ
į┌Ųš▄ć╔Ž╝ė╣żŠ½Č╚ę¬Ū¾▌^Ė▀Ą─╣ż╝■Ģr�����Ż¼ė╔ė┌ĄČŠ▀Ą──źōp║═ÖC┤▓▒Š╔ĒŠ½Č╚ė░Ēæ�����Ż¼╣ż╝■ų▒ÅĮ│▀┤ń║▄ļy┐žųŲ���ĪŻ▓┘ū„š▀═∙═∙į┌īW┴Ģ▀@▓┐Ęųā╚(n©©i)╚▌ĢrĖąėX▒╚▌^└¦ļy����Ż¼▒Š╚╦═©▀^į┌Į╠īW▀^│╠ųąĘų╬÷╝ė╣żųąļyęį┐žųŲ═ŌłAų▒ÅĮ│▀┤ńĄ─ę“╦ž����Ż¼┐éĮY│÷į┌▓╗╠Ē╝ė╚╬║╬ĖĮ╝■Ą─ŪķørŽ┬īŹ¼F(xi©żn)▄掄ųąĄ─╬ó▀MĮo║═╠Ē╝ė░┘Ęų▒ĒīŹ¼F(xi©żn)═ŌłAų▒ÅĮ│▀┤ńĄ─┐ņ╦┘£╩┤_┐žųŲā╔ĘNĘĮĘ©ĪŻ═©▀^┤╦ĘĮĘ©▒ŻūC▓┘ū„š▀į┌īW┴Ģ▀^│╠ųą▓╗āH╚▌ęūšŲ╬š�Ż¼Č°Ūę┐žųŲĄ─Š½Č╚║═ą¦┬╩ę▓┤¾┤¾Ą├ĄĮ╠ß╔²ĪŻ
ĪĪĪĪ
Ą┌ę╗ĘNĘĮĘ©Ż║▐Däė▄ć┤▓ąĪ╗¼░ÕīŹ¼F(xi©żn)▄掄ųąĄ─╬ó▀MĮo�ĪŻ
ĪĪĪĪ
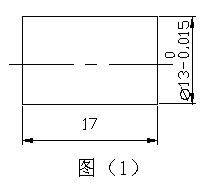
łDŻ©1Ż®×ķę╗«a(ch©Żn)ŲĘ┴Ń╝■łDŻ¼═ŌłAų▒ÅĮ│▀┤ńŠ½Č╚ę¬Ū¾▌^Ė▀���Ż¼ī”ė┌Ųš═©▄ć┤▓▓┘ū„š▀Č°čį�����Ż¼╝ė╣żŲüĒļyČ╚▌^┤¾�����ĪŻ
ĪĪĪĪ
Ųš═©▄ć┤▓Ą─╝ė╣żŠ½Č╚┐╔▀_Ż╔ŻįŻČĪ½Ż╔ŻįŻĘ╝ē���Ż¼═ŌłAų▒ÅĮ│▀┤ńĄ─Š½Č╚╩Ū═©▀^ųą╗¼░Õ┐╠Č╚▒PĄ─Ė±öĄ(sh©┤)š{š¹üĒ┐žųŲĄ─����ĪŻŲõįŁ└Ē╩ŪŻ║└¹ė├ųą╗¼░ÕĮzŚUī¦│╠║═┐╠Č╚▒PłAų▄Ą╚ĘųĖ±öĄ(sh©┤)Ą─ĻPŽĄüĒīŹ¼F(xi©żn)��ĪŻ
ĪĪĪĪ
ĪĪĪĪ
─┐Ū░���Ż¼Ųš═©▄ć┤▓ųą╗¼░ÕĮzŚU├┐Ė±┐╠Č╚ųĄėąŻ░Ż«Ż░ŻĄŻĒŻĒ�ĪóŻ░Ż«Ż░Ż┤ŻĒŻĒ��ĪóŻ░Ż«Ż░Ż▓ŻĒŻĒ╚²ĘN�����ĪŻ╚ń╣¹▄掄▀^│╠ųą╩╣ė├ųą╗¼░ÕĮzŚU├┐Ė±┐╠Č╚ųĄ×ķŻ░Ż«Ż░ŻĄŻĒŻĒĄ─▄ć┤▓�Ż¼╣ż╝■Įø(j©®ng)▀^£y┴┐╚įąĶŪą│²Ż░Ż«Ż▓4ŻĒŻĒĄ─ėÓ┴┐Ż¼ätųą╗¼┐╠Č╚▒Pæ¬▐D▀^Ż▓Ż«Ż┤Ė±�����ĪŻī”ė┌▓┘ū„š▀üĒšf▐Dā╔Ė±╚▌ęū��Ż¼į┘▐DŻ░Ż«Ż┤Ė±ė├─┐£yŠ═ļyęį£╩┤_┐žųŲ�����ĪŻ╣ż╝■Ą─╣½▓Ņ×ķŻ░.Ż░15ŻĒŻĒ��ĪŻ┤╦ĢrĄ─▐Däėš`▓Ņ▌^┤¾���Ż¼Ė∙▒Š¤oĘ©░č│▀┤ń┐žųŲį┌╣½▓ŅĘČć·ų«ā╚(n©©i)�����ĪŻ╚ń░č═ŌłAų▒ÅĮ│▀┤ń▄ćų┴13mm��Ż¼įćĄČ║¾£y┴┐īŹļH│▀┤ń×ķĪĪ12Ż«98ŻĒŻĒ����Ż¼Ż░Ż«Ż░2ŻĒŻĒęč│¼│÷╣½¹£ĘČć·�ĪŻ╚¶▓╗─▄īŹ¼F(xi©żn)╬ó┴┐ŪąŽ„╔ŅČ╚┐žųŲŻ╗Ė∙▒Š¤oĘ©┐žųŲ│▀┤ń���Ż¼į§├┤▐k─ž�����Ż┐╔Ž╩÷å¢Ņ}���Ż¼┐╔═©▀^ö[äėąĪ╗¼░Õ��Īó▐DäėŲõ┐╠Č╚▒P�Ż¼½@Ą├┐vŽ“╬╗ęŲĢr«a(ch©Żn)╔·Ą─ÅĮŽ“╬╗ęŲĮŌøQ��ĪŻ
ĪĪĪĪ
▐Däė▄ć┤▓ąĪ╗¼░ÕīŹ¼F(xi©żn)▄掄ųąĄ─╬ó▀MĮoĄ─įŁ└Ē╝░▓┘ū„ĘĮĘ©Ż║
ĪĪĪĪ
1Ż®▐Däė▄ć┤▓ąĪ╗¼░ÕīŹ¼F(xi©żn)▄掄ųąĄ─╬ó▀MĮoĄ─įŁ└ĒŻ║▄掄łAÕF¾wĄ─įŁ└Ē����Ż¼░čąĪ╗¼░ÕĒśĢrßś▐Däėę╗éĆĮŪČ╚Ż¼ŲõĮŪČ╚Ą╚ė┌ÕFČ╚1:10Ą─ĮŪČ╚�����Ż¼Ė∙ō■(j©┤)ÕFČ╚įŁ└ĒŻ║2tan”┴Ż»2=D-dŻ»L=1:10,Ą├│÷łAÕF░ļĮŪ”┴Ż»2=2o52Īõ���ĪŻÅ─└Ēšō╔Žųv�Ż¼ÕFČ╚1:10╩ŪųĖųą╗¼░Õ▓╗äė����Ż¼ąĪ╗¼░Õąą│╠10mmŻ¼ÕF¾w┤¾ąĪČ╦ų▒ÅĮŽÓ▓Ņ1mm����ĪŻ
ĪĪĪĪ
2Ż®▐Däė▄ć┤▓ąĪ╗¼░ÕīŹ¼F(xi©żn)▄掄ųąĄ─╬ó▀MĮoĄ─Š▀¾w▓┘ū„ĘĮĘ©╚ńŽ┬Ż║╦╔ķ_ąĪ═Ž░ÕĄūū∙Ą─Šo╣╠┬▌─Ė���Ż¼░┤ĒśĢrßśĘĮŽ“░Ōą▒ąĪ═Ž░Õę╗ą®����Ż¼ė├ę╗┤┼┴”░┘Ęų▒ĒĘ┼ų├ļxąĪ═Ž░Õ▓╗▀hĄ─ī¦▄ē╔Ž╬³╣╠ĪŻ╩╣░┘Ęų▒ĒĄ─ė|Ņ^ė|╝░ąĪ═Ž░ÕĄ─é╚▀ģ�����ĪŻ░č░┘Ęų▒ĒųĖßśš{š¹ų┴┴Ń╬╗�Ż¼╩ųōu┤¾═Ž░Õ┐vŽ“ęŲäė10mmŻ¼╩╣░┘Ęų▒Ē▐D▀^0.5mm����Ż¼š{š¹¤oš`║¾Ż¼į┘Šo╣╠ąĪ═Ž░ÕĄūū∙Ą─Šo╣╠┬▌─Ė�ĪŻ▀@ĢrŻ¼ąĪ═Ž░ÕĮŪČ╚Š═╩ŪaŻ»2=arctanŻ©0.5/10Ż®=2ĪŃ52Īõ����ĪŻŠ½▄ć═ŌłAĢrŻ¼Ž╚ė├ųą═Ž░Õ▀MĄČ�����Ż¼╩╣ĄČ╝ŌĮėė|╣ż╝■═ŌłAŻ¼į┘Ė∙ō■(j©┤)╣ż╝■Ą─▄掄ėÓ┴┐ė├ąĪ═Ž░Õą▒Ž“▀MĄČ��ĪŻąĪ═Ž░Õą▒Ž“▐Däė╩ų▌åę╗Ė±�����Ż¼Š═ą▒Ž“▀MĄČ0.05mm���Ż¼ÅĮŽ“▀MĄČŠ═╩Ūa”č=0.05Ī┴sina=0.05Ī┴sin2ĪŃ52Īõ=0.05Ī┴0.04999=0.0025,╣ż╝■ų▒ÅĮ£pąĪ0.0025Ī┴2=0.005mm���Ż¼Å─Č°īŹ¼F(xi©żn)┴╦ÅĮŽ“Ą─╬ó▀MĮoĪŻ╚¶╣ż╝■▄ćā╚(n©©i)┐ūąĪ═Ž░Õ─µĢrßś▐Däėę╗ąĪĮŪČ╚2ĪŃ52Īõ╝┤┐╔�ĪŻ
ĪĪĪĪ
īŹ└²Ęų╬÷Ż║└¹ė├0.05mm┐╠Č╚Ą─ąĪ╗¼░ÕĒśĢrßś▐Däė2o52ĪõĄ─ĮŪČ╚Ż¼╝ė╣żŻ©łD1Ż®═ŌÅĮ×ķĪķ130 -0.015mmĄ─│▀┤ń����Ż¼Š½▄ćįćŪąĢrŻ¼£y┴┐═ŌÅĮ│▀┤ń×ķĪķ13.04mm,▀ĆąĶ▄ćąĪ0.04mm-0.055mm��Ż¼▀@Ģrųą╗¼░Õ▓╗äė�Ż¼ąĪ╗¼░Õ▀M8Ė±~11Ė±Ż¼Š½▄ć│÷üĒĄ─╣ż╝■═ŌłA│▀┤ńŠ═į┌Īķ12.985-Īķ13mmų«ķg�Ż¼▀_ĄĮłDśėę¬Ū¾│▀┤ńĪŻ╦∙ęį��Ż¼▓╔ė├┤╦ĘĮĘ©▄掄ę╗ą®Š½Č╚ę¬Ū¾▌^Ė▀Ą─╣ż╝■Ż¼╝╚┐╔ĮĄĄ═ī”ÖCąĄįOéõĄ─Š½Č╚ę¬Ū¾�Ż¼ę▓┐╔ęį£p╔┘╝ė╣żųą¤ßūāą╬ī”╣ż╝■│▀┤ńĄ─ė░Ēæ���ĪŻĄ½╩Ū�Ż¼▓╔ė├┤╦ĘĮĘ©ę▓ę¬ūóęŌęįŽ┬ÄūéĆå¢Ņ}Ż║ ®é1®āūóęŌšŲ╬šąĪ╗¼░Õ┐šąą│╠Ą─┤¾ąĪ; ®é2®āūóęŌąĪ╗¼░ÕĄ─ąą│╠ŠÓļx�����Ż╗®é3®āį┌ęŲäėąĪ╗¼░Õų«Ū░���Ż¼ī”ĄČę╗Č©ę¬£╩┤_��Ż╗®é4®ā▐DäėąĪ╗¼░ÕĄ─ĮŪČ╚ę¬£╩┤_���Ż╗®é5®āąĪ╗¼░ÕĄ─╦╔Šo꬚{š¹║├Ż█1Ż▌ĪŻ
ĪĪĪĪ
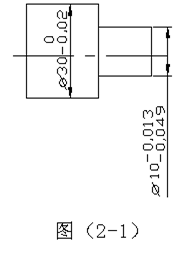
Ą┌Č■ĘNĘĮĘ©Ż║└¹ė├░┘Ęų▒ĒŠ½┤_┐žųŲ═ŌłAų▒ÅĮ│▀┤ń�ĪŻ
ĪĪĪĪ
ĪĪĪĪ
Ųš═©▄ć┤▓▄ć┼_ļA▌S╩Ū│ŻėąĄ─╩┬Ż¼┼_ļA▌S╔Ž┤¾ąĪų▒ÅĮĄ─┐žųŲę▓│Żė├įćŪąĘ©üĒ▒ŻūC�����ĪŻę“┤╦����Ż¼╝ė╣ż▀^│╠ųą▒žĒÜ▀mĢrĄž▀Mąą£y┴┐��Ż¼ę¬▀_ĄĮŠ½Č╚ę¬Ū¾═∙═∙ąĶę¬Įø(j©®ng)▀^ČÓ┤╬£y┴┐║═š{š¹����ĪŻČ°įćŪąĘ©▒ŻūCų▒ÅĮ│▀┤ń┘MĢr┘M
ĪĪĪĪ
┴”Š½Č╚ę▓▓╗Ė▀�����ĪŻī”ė┌ų▒ÅĮ╣½▓Ņ▌^┤¾Ą─┤¾��ĪóąĪ═ŌłA│▀┤ń─▄Ż©╬┤═Ļ�Ż¼Ž┬ę╗ĒōŻ®
ĪĪĪĪ
|