|
─ŻŠ▀įO(sh©©)ėŗųąĄ─╣ż╦ćĘĮ░ĖĄ─┤_Č©
╠®ų▌╝╝ĤīW(xu©”)į║ └Ņśs┴ųĪĪ2019/2/10 18:15:01
ĪĪĪĪ [╬─š┬š¬ę¬]╣ż╦ćĘĮ░ĖĄ─ā╚(n©©i)╚▌╩Ū┤_Č©ø_▓├╝■Ą─╣ż╦ć┬ĘŠĆ�����Ż¼ų„ę¬░³└©┤_Č©╣żą“öĄ(sh©┤)��Īó╣żą“ĮM║Ž║═╣żą“Ēśą“Ą─░▓┼┼Ą╚���Ż¼æ¬(y©®ng)į┌╣ż╦ćĘų╬÷Ą─╗∙ĄA(ch©│)╔ŽųŲČ©ÄūĘN┐╔─▄Ą─ĘĮ░Ė�����Ż¼į┘Ė∙ō■(j©┤)╣ż╝■Ą─┼·┴┐��Īóą╬ĀŅ�Īó│▀┤ńĄ╚ČÓĘĮ├µĄ─ę“╦ž�Ż¼╚½├µ┐╝æ]ĪóŠC║ŽĘų╬÷��Ż¼▀x╚Īę╗éĆ▌^×ķ║Ž└ĒĄ─ø_▓├ĘĮ░ĖĪŻ
ĪĪĪĪ
[ĻP(gu©Īn)µIį~]ø_▓├╝■ ╣ż╦ć┬ĘŠĆ ø_▓├╣żą“ ─ŻŠ▀ųŲįņ
ĪĪĪĪ
ĪĪĪĪ
įŁ╩╝įO(sh©©)ėŗŅ}─┐╚ńŽ┬łD╦∙╩ŠŻ║
ĪĪĪĪ
ĪĪĪĪ
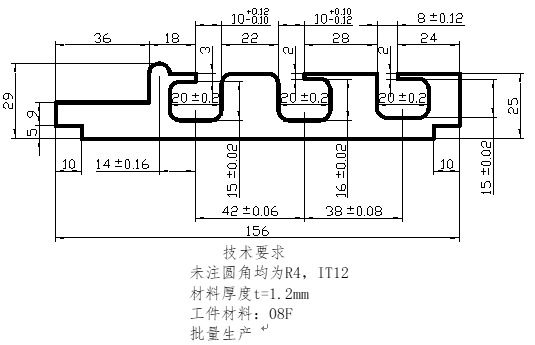
łD1
ĪĪĪĪ
ø_▓├╣żą“Ą─ĮM║Ž
ĪĪĪĪ
ø_▓├╣żą“░┤╣żą“Ą─ĮM║Ž│╠Č╚┐╔Ęų×ķå╬╣żą“ø_▓├�����ĪóÅ═(f©┤)║Žø_▓├║═╝ē▀M(j©¼n)ø_▓├����ĪŻ
ĪĪĪĪ
Å═(f©┤)║Žø_▓├╩Ūį┌ē║┴”ÖC(j©®)Ą─ę╗┤╬ąą│╠ųąŻ¼į┌─ŻŠ▀Ą─═¼ę╗╬╗ų├═¼Ģr═Ļ│╔ā╔éĆ╗“ā╔éĆęį╔ŽĄ─╣żą“��Ż╗╝ē▀M(j©¼n)ø_▓├╩Ū░čę╗éĆø_▓├╝■Ą─ÄūéĆ╣żą“�Ż¼┼┼┴ą│╔ę╗Č©Ēśą“Ż¼ĮM│╔╝ē▀M(j©¼n)─Ż�����Ż¼į┌ē║┴”ÖC(j©®)Ą─ę╗┤╬ąą│╠ųą�����Ż¼į┌─ŻŠ▀Ą─▓╗═¼╬╗ų├═¼Ģr═Ļ│╔ā╔éĆ╗“ā╔éĆęį╔ŽĄ─╣żą“�����Ż¼│²ūŅ│§Äū┤╬ø_│╠═Ō�����Ż¼├┐┤╬ø_│╠Č╝┐╔ęį═Ļ│╔ę╗éĆø_▓├╝■����ĪŻ
ĪĪĪĪ
ø_▓├ĮM║ŽĘĮ╩ĮĄ─▀xō±Ė∙ō■(j©┤)ø_▓├╝■Ą─╔·«a(ch©Żn)┼·┴┐Īó│▀┤ńŠ½Č╚���Īóą╬ĀŅÅ═(f©┤)ļs│╠Č╚�Īó─ŻŠ▀│╔▒ŠĄ╚ČÓĘĮ├µę“╦žüĒ┐╝æ]���ĪŻ
ĪĪĪĪ
1. ╔·«a(ch©Żn)┼·┴┐
ĪĪĪĪ
ė╔ė┌─ŻŠ▀┘Mė├į┌ųŲ╝■│╔▒ŠĘNš╝║▄┤¾Ą─▒╚└²��Ż¼╦∙ęį���Ż¼ø_▓├╝■Ą─╔·«a(ch©Żn)┼·┴┐į┌║▄┤¾│╠Č╚╔ŽøQČ©┴╦ø_▓├╣żą“Ą─ĮM║Ž│╠Č╚Ż¼╝┤øQČ©╦∙ė├Ą──ŻŠ▀ĮY(ji©”)śŗ(g©░u)���ĪŻę╗░ŃüĒšf����Ż¼ą┬«a(ch©Żn)ŲĘįćųŲ┼cąĪ┼·┴┐╔·«a(ch©Żn)���Ż¼─ŻŠ▀ųŲįņ║åå╬��Ż¼┴”Ū¾ųŲįņ┐ņ����Ż¼│╔▒ŠĄ═����Ż¼▓╔ė├å╬╣żą“ø_▓├Ż¼ī”ė┌ųą┼·║═┤¾┼·┴┐╔·«a(ch©Żn)�����Ż¼─ŻŠ▀ĮY(ji©”)śŗ(g©░u)┴”Ū¾═Ļ╔Ų�����Ż¼ę¬Ū¾ą¦┬╩Ė▀�Īóē█├³ķLŻ¼▓╔ė├Å═(f©┤)║Žø_▓├╗“╝ē▀M(j©¼n)ø_▓├�����ĪŻ
ĪĪĪĪ
2. ø_▓├╝■│▀┤ńŠ½Č╚
ĪĪĪĪ
Å═(f©┤)║Žø_▓├╦∙Ą├╣ż╝■╣½▓ŅĄ╚╝ēĖ▀Ż¼ā╚(n©©i)��Īó═Ōą╬═¼▌SČ╚ę╗░Ń┐╔▀_(d©ó)ĄĮĪ└0.02Ī½Ī└0.04mm����Ż¼ę“×ķ╦³▒▄├Ō┴╦ČÓ┤╬ø_ē║Ą─Č©╬╗š`▓Ņ�Ż¼▓óŪęį┌ø_▓├▀^│╠ųą┐╔ęį▀M(j©¼n)ąąē║┴Ž����Ż¼╣ż╝■▌^ŲĮš¹�����Ż¼▓╗┬NŪ·����ĪŻ╝ē▀M(j©¼n)ø_▓├╦∙Ą├╣ż╝■Ą─│▀┤ń╣½▓ŅĄ╚╝ē▌^Å═(f©┤)║Žø_▓├Ą═Ż¼╣ż╝■ėą╣░ÅØ�����Īó▓╗ē“ŲĮš¹����Ż¼Ą½╣żą“ø_▓├Ą─╣ż╝■Š½Č╚▌^Ą═ĪŻ
ĪĪĪĪ
3. ī”╣ż╝■│▀┤ń����Īóą╬ĀŅĄ─▀mæ¬(y©®ng)ąį
ĪĪĪĪ
Å═(f©┤)║Žø_▓├┐╔ė├ė┌Ė„ĘN│▀┤ńĄ─╣ż╝■ĪŻ▓─┴Ž║±Č╚ę╗░Ńį┌3mmęįŽ┬�Ż¼Ą½╣ż╝■╔Ž┐ū┼c┐ūų«ķg║═┐ū┼c▀ģŠēų«ķgĄ─ŠÓļx▓╗─▄▀^ąĪĪ���Ż┐ū▀ģŠÓąĪė┌ūŅąĪ║Ž└ĒųĄĢrŻ¼╚¶▓╔ė├Å═(f©┤)║Žø_▓├�Ż¼ätįō▓┐╬╗Ą─═╣░╝─ŻĄ─▒┌║±ę“ąĪė┌ūŅąĪśOŽ▐ųĄŻ¼ęūę“ÅŖČ╚▓╗ūŃČ°ŲŲ┴č�����ĪŻ┤╦Ģrę▓▓╗ę╦▓╔ė├å╬╣żą“ø_▓├�����Ż¼ę“┐ū▀ģŠÓ▀^ąĪ�����Ż¼┬õ┴Ž║¾ø_┐ūĢr��Ż¼▀@ą®▓┐╬╗Ģ■░l(f©Ī)╔·═Ō├ø║══Ō┼żūāą╬����Ż¼Ą├ĄĮ▓╗║ŽĖ±Ą─«a(ch©Żn)ŲĘŻ¼▀@Ģrę╦▓╔ė├╝ē▀M(j©¼n)ø_▓├��Ż¼▀@śė┐╔▒▄├Ō▀@ą®╚▒Ž▌�ĪŻ╝ē▀M(j©¼n)ø_▓├┐╔ęį╝ė╣żą╬ĀŅÅ═(f©┤)ļs��ĪóīÆČ╚║▄ąĪĄ─«Éą╬┴Ń╝■�����Ż¼Ūę┐╔ø_▓├Ą─▓─┴Ž║±Č╚▒╚Å═(f©┤)║Žø_▓├ę¬┤¾����ĪŻĄ½╝ē▀M(j©¼n)ø_▓├╩▄ē║┴”ÖC(j©®)┼_├µ│▀┤ń┼c╣żą“öĄ(sh©┤)Ą─Ž▐ųŲ�Ż¼ø_▓├╣ż╝■ę╗░Ń×ķųą��ĪóąĪą═╝■���ĪŻ×ķ╠ßĖ▀╔·«a(ch©Żn)ą¦┬╩┼c▓─┴Ž└¹ė├┬╩���Ż¼│Ż▓╔ė├ČÓ┼┼ø_ē║�ĪŻ╝ē▀M(j©¼n)ø_▓├ĢrÅVĘ║▓╔ė├ČÓ┼┼ø_ē║���Ż¼Ą½Å═(f©┤)║Žø_▓├ät║▄╔┘▓╔ė├ĪŻ
ĪĪĪĪ
4. ─ŻŠ▀ųŲįņ�����Īó░▓čbš{(di©żo)š¹║═│╔▒Š
ĪĪĪĪ
ī”Å═(f©┤)ļsą╬ĀŅĄ─╣ż╝■�����Ż¼▓╔ė├Å═(f©┤)║Žø_▓├┼c▓╔ė├▀B└m(x©┤)ø_▓├ŽÓĮY(ji©”)║ŽĄ─ĘĮĘ©���Ż¼─ŻŠ▀ųŲįņ���Ż¼░▓čbš{(di©żo)š¹▌^ęū���Ż¼│╔▒Š▌^Ą═�����ĪŻī”║åå╬ą╬ĀŅ���ĪóŠ½Č╚▓╗Ė▀Ą─┴Ń╝■�����Ż¼╝ē▀M(j©¼n)ø_▓├Ż¼─ŻŠ▀ĮY(ji©”)śŗ(g©░u)▌^ų«Å═(f©┤)║Ž─Ż║åå╬����Ż¼ęūė┌ųŲįņĪŻ
ĪĪĪĪ
▒Š┤╬─ŻŠ▀įO(sh©©)ėŗĄ─ø_▓├╣ż╝■ą╬ĀŅļm╚╗▓╗ęÄ(gu©®)ät��Ż¼Ą½ĮY(ji©”)śŗ(g©░u)▓ó▓╗╩Ū║▄Å═(f©┤)ļs�ĪŻø_┐ū�����Īó┬õ┴Žā╔Ą└╣żą“╝┤┐╔═Ļ│╔�����Ż¼┐╝æ]ĄĮ?j©®ng)_▓├╝■Ą─Č©╬╗š`▓Ņ���Īó▓─┴Ž║±Č╚����Īó┤¾┼·┴┐╔·«a(ch©Żn)����Īó░▓čbęį╝░│╔▒ŠĄ╚ę“╦ž����Ż¼øQČ©▓╔ė├Å═(f©┤)║Žø_▓├ĪŻį┌┤╦ėą╦─ĘNĘĮ░Ė┐╔╣®▀xō±Ż║
ĪĪĪĪ
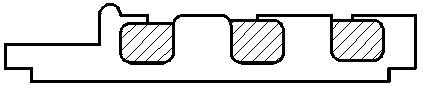
ĘĮ░Ėę╗Ż║┬õ┴Ž
ĪĪĪĪ

ĪĪĪĪ
łD2 ┬õ┴Ž
ĪĪĪĪ
┤╦ĘNĘĮĘ©Ą─ā×(y©Łu)³c╩ŪŻ║Č©╬╗š`▓ŅąĪ����Ż¼ų╗ąĶę¬ę╗┤╬Č©╬╗╝┤┐╔Ż¼╬╗ų├Š½Č╚Ė▀�����ĪŻŲõ╚▒³c╩ŪŻ║╬ŻļUĮž├µÅŖČ╚ļmē“�����Ż¼Ą½─ŻŠ▀ųŲįņÅ═(f©┤)ļs���Ż¼ļyęį╝ė╣ż║═čb┼õ�Ż¼▓óŪę│╔▒Š▒╚▌^Ė▀���ĪŻ
ĪĪĪĪ
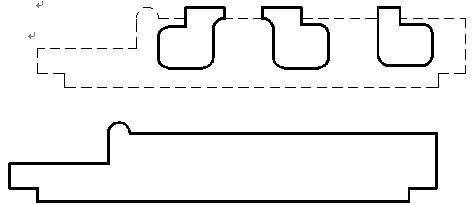
ĘĮ░ĖČ■Ż║ø_┐ūĪó┬õ┴Ž
ĪĪĪĪ
ĪĪĪĪ
łD3 ø_┐ū�Īó┬õ┴Ž
ĪĪĪĪ
▓╔ė├┬õ┴ŽĪóø_┐ūÅ═(f©┤)║Ž─Ż����ĪŻŽ╚ø_┐ūŻ¼ø_Ą¶ĻÄė░▓┐Ęų�Ż¼į┘┬õ┴Ž�����ĪŻ┤╦ĘNĘĮĘ©ļm╚╗ĮĄĄ═┴╦─ŻŠ▀Ą─╝ė╣ż║═čb┼õĄ─ļyČ╚����Ż¼ĮĄĄ═┴╦ųŲįņ│╔▒Š���ĪŻĄ½╩Ūø_┐ū┼c┬õ┴ŽĄ─Į╗Įń╠Ä┴¶ėą╝ŌĮŪ�Ż¼ļyęį╝ė╣ż║═╚ź│²���Ż¼▀@│Ż│Ż╩Ūø_ē║╣ż╦ć╦∙▓╗į╩įSĄ─���ĪŻ
ĪĪĪĪ
ĘĮ░Ė╚²Ż║ø_┐ūĪó┬õ┴Ž
ĪĪĪĪ

ĪĪĪĪ
łD4 ┬õ┴Ž����Īóø_┐ū
ĪĪĪĪ
ę▓▀Ć╩ŪŽ╚ø_Ą¶ĻÄė░▓┐ĘųŻ¼į┘┬õ┴Ž��ĪŻ┤╦ĘNĘĮĘ©ļm╚╗ę▓║═ĘĮ░ĖČ■ėąų°═¼śėĄ─ā×(y©Łu)³c��Ż¼┤╦═Ō▒╚╔Ž╩÷ĘĮ░Ė║├Ą─╩Ūø_┐ū┼c┬õ┴ŽĄ─Į╗Įń╠Äø]ėą╝ŌĮŪ���Ż¼═¼Ģr▀Ć─▄▒ŻūCø_┐ū═╣─Ż║═┬õ┴Ž░╝─ŻĄ─ūŃē“ÅŖČ╚ĪŻ
ĪĪĪĪ
ĘĮ░Ė╦─Ż║ø_┐ū����Īó┬õ┴Ž
ĪĪĪĪ
ĪĪĪĪ
łD5 ø_┐ū����Īó┬õ┴Ž
ĪĪĪĪ
┤╦ĘNĘĮĘ©╩Ū▓╔╚Īø_┐ū���Īó┬õ┴ŽŻ©╬┤═ĻŻ¼Ž┬ę╗ĒōŻ®
ĪĪĪĪ
|