|
é„Įy(t©»ng)š²ŽęęÄ(gu©®)Ą─Ė─▀M(j©¼n)
│Ż╩ņ╩ąųąĄ╚īŻśI(y©©)īW(xu©”)ąŻ ų▄╠mÅŖ(qi©óng)ĪĪ2019/4/7 20:51:10
ĪĪĪĪ š¬ę¬Ż║ŃQ╣żīŹ(sh©¬)ė¢(x©┤n)Į╠īW(xu©”)ųą╝ė╣żę╗ą®╣ż╝■Ą─ą▒├µėą▌^Ė▀Ą─ĮŪČ╚╬╗ų├ę¬Ū¾Ż¼│Żė├ĄĮš²ŽęęÄ(gu©®)����Ż¼é„Įy(t©»ng)š²ŽęęÄ(gu©®)į┌╩╣ė├ųąŻ¼ī”(du©¼)ė┌╣ż╝■ą▒├µĄ─Ė▀Č╚┐žųŲ�����Ż¼ąĶę¬═©▀^Å═(f©┤)ļsĄ─ėŗ(j©¼)╦Ń�Ż¼▌^×ķĘ▒¼ŹŻ¼▒ŠųŲū„═©▀^Ė─ūāš²Žęā╔õōłAų∙ą╬ĀŅÅ─Č°▒▄├Ōėŗ(j©¼)╦Ń����Ż¼ų▒Įė£y┴┐┐žųŲĖ▀Č╚����ĪŻ
ĪĪĪĪ
ĻP(gu©Īn)µIį~Ż║š²ŽęČ©└Ē; ą┬ą═š²ŽęęÄ(gu©®)
ĪĪĪĪ
ĪĪĪĪ
1 é„Įy(t©»ng)š²ŽęęÄ(gu©®)£y┴┐Ģr(sh©¬)Ą─▒ūČ╦
ĪĪĪĪ
š²ŽęęÄ(gu©®)╩ŪĖ∙ō■(j©┤)š²Žę║»öĄ(sh©┤)įŁ└ĒŻ©į┌ų▒ĮŪ╚²ĮŪą╬ųąĮŪČ╚Ą─š²Žę║»öĄ(sh©┤)Ą╚ė┌ī”(du©¼)▀ģ▒╚ą▒▀ģĄ─ųĄŻ®Ż¼└¹ė├┴┐ēKĮM║Ž│▀┤ń��Ż¼£y┴┐ĮŪČ╚║═ÕFČ╚Ą╚Ą─£y┴┐Ų„Š▀Ż¼ę▓ĘQš²Žę│▀�����ĪŻį┌ę╗ą®╣ż╝■Ą─īŹ(sh©¬)ļH╝ė╣ż▀^│╠ųą����Ż¼╬ęéā░l(f©Ī)¼F(xi©żn)ėąę╗ą®╣ż╝■│²ę¬▒ŻūCĮŪČ╚ę▓ę¬▒ŻūC│▀┤ńŠ½Č╚Ż¼Č°é„Įy(t©»ng)Ą─š²ŽęęÄ(gu©®)│▀┤ńĄ─ėŗ(j©¼)╦Ń▌^×ķÅ═(f©┤)ļs�Ż¼ę¬└¹ė├š²ŽęęÄ(gu©®)ĮY(ji©”)║ŽĖ▄ŚU▒Ēī”(du©¼)╣ż╝■│▀┤ń▀M(j©¼n)ąą┐žųŲ,▒žĒÜ£y┴┐▓óėŗ(j©¼)╦Ń│÷š²ŽęęÄ(gu©®)Ą─"╝Ō³c(di©Żn)"(š²Žę╣żū„├µ║═š²├µō§░ÕŽÓĮ╗Ą─ų▒ŠĆį┌š²═Čė░├µ╔ŽĄ─Į╗³c(di©Żn))ĄĮŲĮ░ÕĄ─│▀┤ńHN╚ńłD1����ĪŻ├┐éĆ(g©©)š²ŽęęÄ(gu©®)Ą─"╝Ō³c(di©Żn)"│▀┤ń╩Ū▓╗ŽÓ═¼Ą─,┴Ē═Ō"╝Ō³c(di©Żn)"│▀┤ń╩ŪļSų°ĮŪČ╚Ą─ūā╗»Č°ūā╗»Ą─.ī”(du©¼)š²ŽęęÄ(gu©®)"╝Ō³c(di©Żn)"Ą─£y┴┐ĘĮĘ©ĘŪ│ŻĘ▒¼ŹŻ¼┘M(f©©i)Ģr(sh©¬)ėų╚▌ęū│÷┤ų���ĪŻĘĮĘ©╚ńŽ┬Ż║╬ęéāį┌š²ŽęęÄ(gu©®)Ą─╣żū„├µ║═š²├µĄ─ō§░Õų«ķgĘ┼ę╗éĆ(g©©)ų▒ÅĮ▀m«ö(d©Īng)?sh©┤)─“?y©żn)░¶,ė├Ė▄ŚU▒Ē║═┴┐ēK╗“š▀Ė▀Č╚ė╬ś╦(bi©Īo)┐©│▀£y┴┐│÷CDĄ─Ė▀Č╚����ĪŻ ╚╗║¾ėŗ(j©¼)╦Ń│÷┤╦ĮŪČ╚Ž┬š²ŽęęÄ(gu©®)ĄūĮŪ³c(di©Żn)IĄ─Ė▀Č╚��ĪŻ łDųąęčų¬Ż║ĪŽQIZ=”┴ Ż©”┴×ķ▒╗£yĮŪČ╚Ż® CD= ¦Č30Öz“×(y©żn)░¶ūŅĖ▀³c(di©Żn)Ą─│▀┤ń���Ż¼¦Č30Öz“×(y©żn)░¶░ļÅĮ=15mm ┐╔ų¬Ż║į┌ų▒ĮŪ╚²ĮŪą╬Ī„JINųąĪŽJIN=90ĪŃ-”┴���Ż¼į┌ų▒ĮŪ╚²ĮŪą╬Ī„MIOųąĪŽMIO=45ĪŃ OI=OM/sin45ĪŃ=15/sin45ĪŃ=21.21mm ╦∙ęįŻ║ĪŽJIO=ĪŽJIN +ĪŽMIO =135 ĪŃ-”┴ į┌ų▒ĮŪ╚²ĮŪą╬Ī„OJIųąŻ║OJ=sinĪŽJIO*OI=sin(135ĪŃ-”┴)*21.21ūŅĮK┐╔ęįŪ¾│÷Ż║GH=JP=CD-15-OJ ╝┤š²ŽęęÄ(gu©®)ĄūĮŪ³c(di©Żn)Ą─Ė▀Č╚×ķ(CD-15-OJ)mmĪŻį┌īŹ(sh©¬)ļH╝ė╣żą▒├µĢr(sh©¬)��Ż¼ė╔ė┌ėŗ(j©¼)╦ŃĘĮĘ©Å═(f©┤)ļs��Ż¼║▄ļy╚źėŗ(j©¼)╦Ń���Ż¼ė╚Ųõį┌ę╗ą®Ėé┘É┐╝įćł÷║ŽŻ¼Ģr(sh©¬)ķgŠo�Ż¼Ė³╚▌ęū├”ųąėŗ(j©¼)╦ŃÕe(cu©░)��Ż¼ī¦(d©Żo)ų┬«a(ch©Żn)╔·╝ė╣ż│▀┤ńš`▓Ņ���ĪŻĖ∙ō■(j©┤)Ęų╬÷įO(sh©©)ėŗ(j©¼)��Ż¼═©▀^ī”(du©¼)é„Įy(t©»ng)š²ŽęęÄ(gu©®)Ą─Ė─▀M(j©¼n)ųŲįņ│÷┴╦ą┬ą═š²ŽęęÄ(gu©®)ėąą¦Ą─ĮŌøQ┴╦▀@éĆ(g©©)å¢Ņ}����ĪŻ
ĪĪĪĪ

ĪĪĪĪ
łD 1 ėŗ(j©¼)╦Ńš²ŽęęÄ(gu©®)
ĪĪĪĪ
2 ą┬ą═š²ŽęęÄ(gu©®)
ĪĪĪĪ
2.1ą┬ą═š²ŽęęÄ(gu©®)įŁ└Ē
ĪĪĪĪ
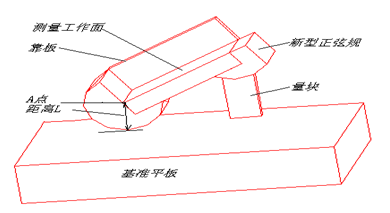
é„Įy(t©»ng)š²ŽęęÄ(gu©®)A³c(di©Żn)Ż©╝Ō³c(di©Żn)Ż®ĄĮ╗∙£╩(zh©│n)ŲĮ░ÕĄ─ŠÓļxLį┌▓╗═¼Ą─ĮŪČ╚Ž┬�Ż¼╩Ū▓╗ę╗śėŻ¼│▀┤ńėŗ(j©¼)╦ŃÅ═(f©┤)ļsŻ¼Č°ą┬ą═š²ŽęęÄ(gu©®)░čA³c(di©Żn)Ż©╝Ō³c(di©Żn)Ż®įO(sh©©)ų├į┌ā╔õōłAų∙Ą─łAą─╬╗ų├���Ż¼╬ęéāų¬Ą└łAą─ĄĮłAų▄╔Ž╚╬ęŌ³c(di©Żn)Ą─ŠÓļxČ╝ŽÓĄ╚Ą─įŁ└ĒŻ¼▀@śė▓╗╣▄į┌╩▓├┤ĮŪČ╚Ž┬�Ż¼ŠÓļxLĄ─öĄ(sh©┤)ūų×ķ│ŻöĄ(sh©┤)Ż¼ęŖłD2
ĪĪĪĪ
ĪĪĪĪ
łD 2 Ė─▀M(j©¼n)║¾š²ŽęęÄ(gu©®)╩╣ė├╩ŠęŌłD
ĪĪĪĪ
2.2 ą┬ą═š²ŽęęÄ(gu©®)Ą─ųŲū„
ĪĪĪĪ
ą┬ą═š²ŽęęÄ(gu©®)╩╣ė├┴╦ā╔éĆ(g©©)┤¾õōłAų∙Ż©Ė∙ō■(j©┤)╦∙ąĶ╣żū„├µĖ▀Č╚║═ō§░ÕĖ▀Č╚┤_Č©łAų∙ų▒ÅĮŻ®�����Ż¼ę╗ēKõōķLĘĮ¾w���Ż¼║═ę╗ēKš²├µ?zh©©n)╚ō§░Õ╣▓╚²┤¾▓┐╝■┴Ē╝ė┬▌ßö����Ż¼▒╚é„Įy(t©»ng)š²ŽęęÄ(gu©®)╔┘┴╦ę╗ēKé╚(c©©)ō§░ÕŻ©ė╔Ųõųąę╗Ė∙łAų∙¾wā╚(n©©i)é╚(c©©)├µ┤·╠µŻ®�ĪŻ
ĪĪĪĪ
ųŲū„Ģr(sh©¬)Ž╚╝ė╣żäéķLĘĮ¾wķLČ╚×ķ100š²žō(f©┤)0.005Ż©ųžę¬Ż®���Ż╗īÆČ╚45│▀┤ńŲ½▓Ņ┐╝æ]ĄĮ▓╗ė░Ēæ£y┴┐Š½Č╚�����Ż¼║═╝ė╣żĄ─Įø(j©®ng)Ø·(j©¼)ąį┐╔╚Ī┤¾ę╗ą®�����Ż¼ęįĮĄĄ═╝ė╣ż│╔▒Š�����Ż╗║±Č╚Ą─┤¾ąĪ│▀┤ńŠ½Č╚ę¬┼cõōłAų∙ŽÓŲź┼õ���ĪŻā╔łAų∙ę¬Ūą│²ę╗éĆ(g©©)╚▒┐┌����Ż¼į┌╝ė╣żĢr(sh©¬)Ż¼ū¾ėęĘĮŽ“ę¬╝ėĄĮųąŠĆ╬╗ų├����Ż╗╔ŽŽ┬Ūą│²║¾Ż¼ę¬╩╣Ą├ŽÓæ¬(y©®ng)║±Č╚Ą─õōķLĘĮ¾w░▓čb║¾��Ż¼A³c(di©Żn)╝┤╝Ō³c(di©Żn)Ą─╬╗ų├š²║├Ą─┤¾łAų∙¾włAą─╬╗ų├Ż©įōųŲū„Ą─ėųę╗ųžę¬³c(di©Żn)Ż®��ĪŻėęé╚(c©©)łAų∙│²┴╦▒ŻūC╬╗ų├š²┤_═Ō��Ż¼ę¬ū„ę╗ą®Ė─äė(d©░ng)ĘĮ▒Ń╩╣ė├����ĪŻ╩ūŽ╚×ķ┴╦┐╔ęį£y┴┐ķL╣ż╝■���Ż¼░čėęłAų∙¾w╔Ž├µ│²╚ź��Ż¼łAų∙¾w╔Ž▒Ē├µę“┼c╣żū„├µŲĮ²R╗“┬įĄ═ė┌╣żū„├µ����ĪŻ×ķ┴╦▒Ńė┌▀\(y©┤n)▌öĪó╩╣ė├����Ż¼ėęłAų∙¾wĄ─é╚(c©©)├µ┐╔į┘╚ź│²ę╗▓┐Ęų░č┐éķL┐žųŲį┌ę╗Č©Ą─ĘČć·ā╚(n©©i)Ż¼Ą½Ūą│²▓┐Ęų▓╗┐╔┤¾ė┌░ļÅĮ���ĪŻ
ĪĪĪĪ
2.3ą┬ą═š²ŽęęÄ(gu©®)Ą─╩╣ė├
ĪĪĪĪ
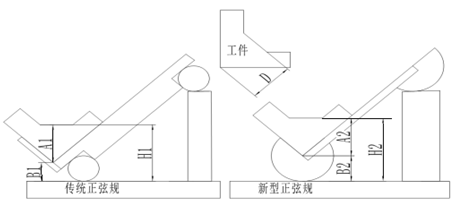
į┌╝ė╣ż╣ż╝■Ą─ą▒├µĢr(sh©¬)��Ż¼ę¬▒ŻūCą▒├µĄ─š²┤_╬╗ų├Š═ę¬ėŗ(j©¼)╦Ń│÷DĄ─Ė▀Č╚���Ż¼┐žųŲ║├┴╦DĄ─Ė▀Č╚Š═┐žųŲ┴╦╬╗ų├ĪŻ╚ńłD3╦∙╩Š����Ż¼╩╣ė├é„Įy(t©»ng)š²ŽęęÄ(gu©®)Ģr(sh©¬)�Ż¼ę¬┐žųŲ║├A1Š═ę¬┐žųŲ║├H1���Ż¼H1=B1+A1��Ż¼B1ėŗ(j©¼)╦ŃĘ▒¼Ź����ĪŻ╩╣ė├Ė─▀M(j©¼n)Ą─ą┬ą═š²ŽęęÄ(gu©®)��Ż¼B2Ą─│▀┤ń╩Ū│ŻöĄ(sh©┤)×ķłAų∙░ļÅĮ����Ż¼H2=B2+A2�Ż¼ų▒ĮėŠ═┐╔ęį╝ė╣żŻ¼╩ĪĢr(sh©¬)���Ż¼▓╗│÷Õe(cu©░)�����Ż¼╠ßĖ▀ą¦┬╩��ĪŻ
ĪĪĪĪ
ĪĪĪĪ
łD 3 ą┬ą═š²ŽęęÄ(gu©®)┼cé„Įy(t©»ng)š²ŽęęÄ(gu©®)£y┴┐ī”(du©¼)▒╚
ĪĪĪĪ
ĪĪĪĪ
3 ┐éĮY(ji©”)
ĪĪĪĪ
į┌ŃQ╣żé„Įy(t©»ng)Ą─╝ė╣ż╗“╩Ū▄ć╣ż╝ė╣żųą�Ż¼ėąą▒├µ╗“╩ŪÕFČ╚Ą─╣ż╝■Ą─╝ė╣żÖz£yŻ¼ļx▓╗ķ_š²ŽęęÄ(gu©®)�����ĪŻį┌ąĶę¬▒ŻūC│▀┤ńŠ½Č╚Ą─ŪķørŽ┬��Ż¼Ė─▀M(j©¼n)║¾Ą─ą┬ą═š²ŽęęÄ(gu©®)─▄ē“▒ŻūCé„Įy(t©»ng)š²ŽęęÄ(gu©®)£y┴┐ĮŪČ╚Ą─ę¬Ū¾ėų┐╔ęį╩Ī╚źÅ═(f©┤)ļsĄ─│▀┤ńėŗ(j©¼)╦Ń��Ż¼┤¾┤¾┐sČ╠╣ż╝■╝ė╣ż▌oų·Ģr(sh©¬)ķg���ĪŻ
ĪĪĪĪ
ĪĪĪĪ
ģó┐╝╬─½I(xi©żn)
ĪĪĪĪ
Ż©╬┤═Ļ���Ż¼Ž┬ę╗ĒōŻ®
ĪĪĪĪ
|