|
▒Ī▒┌┴Ń╝■▀\ė├öĄ(sh©┤)┐ž╝╝ąg(sh©┤)Ą─╝ė╣ż
┘Yį┤╠ņŽ┬ĪĪ2019/6/6 15:15:52
ĪĪĪĪ the Processed Thin-walled Part on Computer Numerical Control(CNC) technology
ĪĪĪĪ
Ž─åó▄Ŗ ųąć°╚╦├±ĮŌĘ┼▄ŖĄ┌╦─░╦┴Ń╦─╣żÅS┬ÜśI(y©©)╝╝ąg(sh©┤)īW(xu©”)ąŻ 524000
ĪĪĪĪ
Xia QiĪ»jun NO.4804 Plant Reputation Technical School of the Chinese PeopleĪ»s Liberation Army
ĪĪĪĪ
š¬ę¬Ż║įōšō╬─╩Ū▒Š╚╦į┌öĄ(sh©┤)┐ž▄ć┤▓Ą─īŹ┴Ģ(x©¬)Į╠īW(xu©”)ųą��Ż¼īW(xu©”)ąŻį┌ī”═Ō╝ė╣ż«a(ch©Żn)ŲĘųąė÷ĄĮĄ─ę╗┼·▒Ī▒┌┴Ń╝■��ĪŻĮø(j©®ng)▀^ī”łD╝łĄ─Ęų╬÷�����Ż¼░l(f©Ī)¼F(xi©żn)┤╦┴Ń╝■▒Ī▒┌å╬▀ģų╗ėą0.64mm����Ż¼┐ū▒┌ĘŪ│ŻĄ─▒Ī����Ż¼▓─┴Ž×ķŻ║1Cr18Ni9TiŖW╩Ž¾w▓╗õPõō��ĪŻČ°Ūęā╔Č╦Č╝ėąę¬Ū¾śOĖ▀Ą─łA╗Īę¬╝ė╣ż�Ż¼ČÓłA╗ĪĄ─ŽÓŪąų╗─▄▓╔ė├öĄ(sh©┤)┐ž▄ć┤▓▀Mąą╝ė╣ż�ĪŻ×ķ┴╦ĮŌøQčbŖAĄ─╩▄┴”ūāą╬║═š±äėĄ─ė░ĒæŻ¼▒Š╚╦įO(sh©©)ėŗ▓ó▓╔ė├┴╦ČÓĘN▓─┴ŽüĒū÷▌oų·čbŖA╣żŠ▀����Ż¼═©▀^3┤╬įć“ׯ¼ūŅ║¾▀xė├─ß²łŻ©PA6Ż®ū„×ķ╣żčbŖAŠ▀Ą─▓─┴Ž�ĪŻ┤╦▌oų·ŖAŠ▀ųŲįņĘĮ▒ŃŻ¼Č©╬╗Š½£╩�Ż¼ęįā╚(n©©i)Č╦├µ║═ā╚(n©©i)┐ū×ķ╗∙£╩▀MąąČ©╬╗čbŖAĪŻ▓óŪęųŲČ©┴╦ę╗╠ū═Ļš¹Ą─╝ė╣ż╣ż╦ć����Ż¼╝ė╣ż│÷┴╦║ŽĖ±Ą─┴Ń╝■ĪŻ
ĪĪĪĪ
Abstract: This paper is about the thin-walled component in the external processing commodities when I was in the student teaching of CNC lathe. Through the analysis of the drawing, I found the single side of the component is just 0.64mm. The wall of the hole is very thin. The mater is austenitic stainless steel named 1Cr18Ni9Ti. Both ends required to be processed with high quality. Multi-arc only could be processed by CNC lathe. In order to deal with the problems of transformation of clamping stress and the influence of oscillatory, I designed and used many kinds of materials as assistance clamping tools. Through three times experiments, I chose the Nylon (PA6) as the material of tool clamping. This assistance clamping is very easy to make and it can locate correctly. According to the standard of inner end face and inner hole, it could begin to locate clamping. And I made up a whole series of processed technology to process the qualified components.
ĪĪĪĪ
ĻP(gu©Īn)µIį~Ż║▒Ī▒┌┴Ń╝■�Ż╗▓╗õPõōŻ╗īŻė├ŖAŠ▀���Ż╗Č╦├µłA╗Ī
ĪĪĪĪ
Key words: thin-walled component��Ż╗stainless steel�����Ż╗specified clamping�Ż╗End face arc
ĪĪĪĪ
ĪĪĪĪ
Ū░čįŻ║▒Ī▒┌╠ūŅÉ┴Ń╝■╩Ūæ¬(y©®ng)ė├į┌▌S╔Žų¦│ą┴Ń╝■╝░▌S╔Ž┴Ń╝■Ą─ī¦(d©Żo)Ž“Ą╚ū„ė├Ż¼─┐Ū░ęčÅVĘ║Ąžæ¬(y©®ng)ė├į┌Ė„éĆ╣żśI(y©©)ŅI(l©½ng)ė“����Ż¼ę“×ķŲõŠ▀ėąųž┴┐▌pĪó╣Ø(ji©”)╝s▓─┴Ž��ĪóĮY(ji©”)śŗ(g©░u)Šo£ÉĄ╚╠ž³c����ĪŻļSų°ę╗ą®«a(ch©Żn)ŲĘ¾wĘeąĪą═╗»Ż¼Š½├▄╗»���Ż¼▒Ī▒┌ą═┴Ń╝■Ą─æ¬(y©®ng)ė├ę▓įĮüĒįĮÅVĘ║�����Ż¼ęčĮø(j©®ng)│╔×ķ┴╦įSČÓ«a(ch©Żn)ŲĘĄ─ĻP(gu©Īn)µIąį┴Ń╝■�ĪŻĄ½ė╔ė┌▒Ī▒┌┴Ń╝■▒┌▒Ī���Ż¼äéąį▓Ņ���Ż¼╝ė╣żĢr╚▌ęūūāą╬Ż¼▓╗ęū▒ŻūC╝ė╣ż┘|(zh©¼)┴┐��Ż¼Įo┴Ń╝■Ą─ÖCąĄ╝ė╣żįņ│╔└¦ļy�ĪŻ╬ęéā┐╔└¹ė├öĄ(sh©┤)┐ž▄ć┤▓Ė▀╝ė╣żŠ½Č╚╝░Ė▀╔·«a(ch©Żn)ą¦┬╩Ą─╠ž³c▀Mąą╝ė╣żŻ╗öĄ(sh©┤)┐ž▄ć┤▓╩Ū░┤šš▓┘ū„╚╦åTŠÄ║├Ą─┴Ń╝■│╠ą“▀Mąąūįäė╝ė╣żĄ─�����Ż¼╝ė╣ż▀^│╠ųą┐╔▒▄├Ōė╔ė┌▓┘ū„╚╦åT▓┘ū„╩¦š`įņ│╔Ą─╚╦×ķš`▓Ņ��ĪŻ▒Š╚╦│õĘųĄž┐╝æ]ĄĮ╝ė╣ż╣ż╦ćå¢Ņ}���Ż¼ī”┴Ń╝■╝ė╣ż┘|(zh©¼)┴┐Ą─ė░Ēæ����Ż¼×ķ┤╦ī”ĄČŠ▀▓─┴ŽĄ─▀xō±║═╣ż╝■Ą─čbŖAĖ³╝ė╔„ųž��Ż¼ī”│╠ą“Ą─ŠÄųŲĄ╚ĘĮ├µ▀Mąąįć“×����Ż¼ėąą¦Ąž┐╦Ę■▒Ī▒┌┴Ń╝■╝ė╣ż▀^│╠ųą│÷¼F(xi©żn)Ą─ūāą╬Ż¼▒ŻūC┴╦įō┴Ń╝■Ą─╝ė╣żŠ½Č╚���ĪŻ
ĪĪĪĪ
ĪĪĪĪ
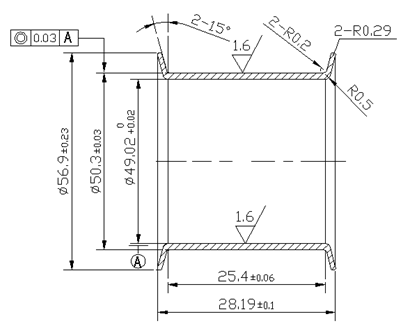
ę╗���Īó┴Ń╝■łDśėĘų╬÷
ĪĪĪĪ
 Ż©╬┤═Ļ���Ż¼Ž┬ę╗ĒōŻ® Ż©╬┤═Ļ���Ż¼Ž┬ę╗ĒōŻ®
ĪĪĪĪ
|