|
į┌Ųš═©▄ć┤▓╔Ž▄ć─źĄ╚ĘųŪ“ĖCĄ─ŖAŠ▀╝░ų„▌SįO(sh©©)ėŗ(j©¼)
┘Yį┤╠ņŽ┬ĪĪ2020/3/21 10:53:01
ĪĪĪĪ ĪŠš¬ę¬Ī┐ī”(du©¼)ė┌╝ė╣żłAų▄Ęų▓╝Ą─Ū“ĖC�Ż¼ø](m©”i)ėą▀m║ŽĄ─═©ė├╗“?q©▒)Żė├įO(sh©©)éõ����ĪŻčąŠ┐ī”(du©¼)Ųš═©▄ć┤▓Ė─įņŻ¼īŹ(sh©¬)¼F(xi©żn)▄ć─źā╔ė├╝ė╣żĄ╚ĘųŪ“ĖC��ĪŻī”(du©¼)ĄČ╝▄▀M(j©¼n)ąąĖ─įņ�����Ż¼čb╔ŽąĪ═Ž░Õ�Ż¼š²│Ż▄ćŪ“ĖCŻ╗╚źĄ¶ąĪ═Ž░Õ�����Ż¼ōQ╔Ž░▓čbį┌ųą═ą░Õ╔ŽĄ─╔░▌åų„▌SŻ¼ęį─źŪ“ĖC����ĪŻįO(sh©©)ėŗ(j©¼)┴╦░▓čbį┌▄ć┤▓ų„▌S╔ŽĄ─┐╔ĘųČ╚Ą─īŻė├ŖAŠ▀Ż¼īŹ(sh©¬)¼F(xi©żn)ę╗┤╬čbŖAČÓ╣ż╬╗╝ė╣ż����ĪŻ╠ß│÷┴╦ĄČ╝▄Ė─įņĘĮ░ĖŻ¼įO(sh©©)ėŗ(j©¼)ŽÓæ¬(y©®ng)Ą──źŽ„čbų├ļŖų„▌S���Ż¼ī”(du©¼)Ė▀╦┘ļŖų„▌SĄ─ų¦│ą�Īó└õģs�ĪóØÖ(r©┤n)╗¼Īó├▄ĘŌ�ĪóŅA(y©┤)ŠoĄ╚▀M(j©¼n)ąą┴╦įO(sh©©)ėŗ(j©¼)Ęų╬÷║═蹊┐ĪŻ
ĪĪĪĪ
ĻP(gu©Īn)µIį~Ż║ÖC(j©®)┤▓Ė─įņ�����Ż╗▄ć─źā╔ė├�Ż╗ĘųČ╚�����Ż╗ŖAŠ▀Ż╗ļŖų„▌S
ĪĪĪĪ
ĪĪĪĪ
Key word:
ĪĪĪĪ
ųąłDĘųŅÉ╠¢(h©żo): TG502,TG75 ╬─½I(xi©żn)ś╦(bi©Īo)ūR(sh©¬)┤aŻ║A
ĪĪĪĪ
ę²čį
ĪĪĪĪ
ī”(du©¼)Ųš═©ÖC(j©®)┤▓▀M(j©¼n)ąąĖ─įņ┤·╠µ┘Å(g©░u)ų├īŻė├ÖC(j©®)┤▓��Ż¼ęį═Ļ│╔īŻĒŚ(xi©żng)«a(ch©Żn)ŲĘĄ─╝ė╣ż╗“╠ßĖ▀╝ė╣żą¦┬╩�Ż¼╝╚▒ŃĮ▌ėųĮø(j©®ng)Ø·(j©¼)ĪŻį┌å╬╝■ąĪ┼·╔·«a(ch©Żn)ųą����Ż¼▀xė├¼F(xi©żn)ėąĄ─═©ė├įO(sh©©)éõŻ¼Įø(j©®ng)▀^(gu©░)▀m«ö(d©Īng)Ė─įņ��Ż¼üĒ(l©ói)═Ļ│╔╠ž╩Ō«a(ch©Żn)ŲĘĄ─╝ė╣ż╚╬äš(w©┤)�����Ż¼╩ŪŲ¾śI(y©©)Ą─╩ū▀x����ĪŻ
ĪĪĪĪ
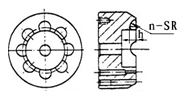
łD1╩Ūę¬╝ė╣żĄ─┴Ń╝■Ū“├µ░╝─ŻŻ¼ŲõČ╦├µ╔ŽĄ╚ĘųŠ∙▓╝ų°néĆ(g©©)Ū“░ļÅĮ×ķSR��Īó╔ŅČ╚×ķhĄ─Ū“ĖC�ĪŻįōŪ“ĖCŪ“░ļÅĮĪó╔ŅČ╚Ą─│▀┤ńŠ½Č╚×ķH6���Ż¼▒Ē├µ┤ų▓┌Č╚×ķRa0.4����Ż¼ąĶę¬Įø(j©®ng)▀^(gu©░)┤ų╝ė╣żĪó─źŽ„��Īóčą─ź▓┼─▄▒ŻūCę¬Ū¾����ĪŻįō┴Ń╝■Ą─ŲĘĘNęÄ(gu©®)Ė±ČÓŻ¼┼·┴┐ąĪ����Ż¼nĪóSR�ĪóhĖ„▓╗ŽÓĄ╚,æ¬(y©®ng)╩ūŽ╚┐╝æ]į┌Ųš═©ÖC(j©®)┤▓╔Ž╝ė╣żĪŻöMį┌Ųš═©▄ć┤▓╚ńCA6140╔Ž═Ļ│╔Ū“ĖCĄ─▄ć─ź╝ė╣ż���ĪŻ
ĪĪĪĪ
łD1 Ū“├µ░╝─Ż
ĪĪĪĪ
ĪĪĪĪ
1 įO(sh©©)ėŗ(j©¼)╦╝Žļ
ĪĪĪĪ
1.1ā╚(n©©i)Ū“├µ╝ė╣żĘĮĘ©╝░│╔ą╬įŁ└Ē
ĪĪĪĪ
ā╚(n©©i)Ū“├µ╝ė╣ż│Żė├Ą─ĘĮĘ©ėą│╔ą╬Ę©�����Īó▄ē█EĘ©║═š╣│╔Ę©���ĪŻė├│╔ą╬▄ćĄČ▄ćĪó│╔ą╬’┴Ń@Ń@Ą╚ī┘ė┌│╔ą╬Ę©�����Ż╗ė├łAų∙╔░▌å���Īó╣ż╝■ōuö[Ą─ö[Ņ^─źī┘ė┌▄ē█EĘ©���Ż╗ė├łAų∙┴óŃŖĄČŃŖĪółAų∙╔░▌å─źĄ╚ī┘ė┌š╣│╔Ę©����ĪŻ▒ŠįO(sh©©)ėŗ(j©¼)ųąŻ¼Ū“ĖCī┘ė┌ā╚(n©©i)Ū“├µ���Ż¼▄ćŪ“ĖCė├│╔ą╬Ę©�Ż¼─źŪ“ĖCė├š╣│╔Ę©���ĪŻ
ĪĪĪĪ
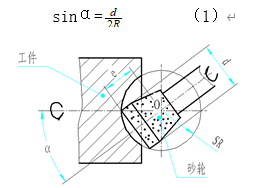
š╣│╔Ę©─źŽ„ā╚(n©©i)Ū“├µĄ─│╔ą╬įŁ└Ē╚ńłD2╦∙╩Š�Ż¼╔░▌å▌SŠĆŽÓī”(du©¼)ė┌╣ż╝■▌SŠĆŲ½▐D(zhu©Żn)”┴ĮŪ�����Ż¼ā╔š▀ŽÓĮ╗ė┌O³c(di©Żn)ĪŻ╔░▌åČ╦├µ║═Ū“░ļÅĮ×ķSRĄ─Ū“├µŽÓĮž��Ż¼╦∙Ą├Ą─Įžą╬╩╝ĮK╩Ūę╗éĆ(g©©)Ų½ą─ŠÓ×ķe�����Īóų▒ÅĮ×ķ╔░▌åų▒ÅĮdĄ─łA�����ĪŻ«ö(d©Īng)╔░▌å║═╣ż╝■└@Ė„ūįĄ─▌SŠĆą²▐D(zhu©Żn)Ģr(sh©¬)����Ż¼▀@éĆ(g©©)Ų½ą─ŠÓ×ķeĪóų▒ÅĮ×ķdĄ─łA└@╣ż╝■Ą─▌SŠĆą²▐D(zhu©Żn)ą╬│╔┴╦ā╚(n©©i)Ū“├µ��ĪŻ╔░▌å▌SŠĆĄ─Ų½▐D(zhu©Żn)ĮŪ”┴┐╔ęįė├Ž┬╩Įėŗ(j©¼)╦ŃŻ║
ĪĪĪĪ
ĪĪĪĪ
łD2 ā╚(n©©i)Ū“├µ─źŽ„įŁ└Ē
ĪĪĪĪ
1.2 Ė─įņ┐é¾w╦╝┬Ę
ĪĪĪĪ
įO(sh©©)ėŗ(j©¼)░▓čbį┌▄ć┤▓ų„▌S╔ŽĄ─īŻė├ŖAŠ▀�Ż¼╩╣ŖAŠ▀ųąą─ŽÓī”(du©¼)ė┌▄ć┤▓ų„▌SĄ─ųąą─Ų½ęŲę╗éĆ(g©©)Ū“ĖCĄ─ųąą─░ļÅĮŻ¼īóę╗éĆ(g©©)Ū“ĖCĄ─ųąą─ų├ė┌▄ć┤▓ų„▌SĄ─ųąą─�Ż¼▀M(j©¼n)ąą▄ć╗“─ź╝ė╣żŻ╗į┘═©▀^(gu©░)ĘųČ╚ÖC(j©®)śŗ(g©░u)�����Ż¼īółAų▄Ęų▓╝Ū“ĖCĄ─ųąą─ę└┤╬ų├ė┌▄ć┤▓ų„▌SĄ─ųąą─Ż¼īŹ(sh©¬)¼F(xi©żn)ę╗┤╬čbŖAČÓ╣ż╬╗╝ė╣ż����ĪŻ┤ų╝ė╣żĢr(sh©¬)Ż¼ĄČ╝▄▓╗ūā�����Ż¼ė├│╔ą╬▄ćĄČ▄ćŪ“ĖC�Ż╗Š½╝ė╣żĢr(sh©¬)���Ż¼╚źĄ¶ĄČ╝▄╔ŽĄ─ąĪ═Ž░Õ�����Ż¼ōQ╔Ž░▓čbį┌ųą═ą░Õ╔ŽĄ─╔░▌åų„▌S��Ż¼īó╔░▌åų„▌Sū∙ą²▐D(zhu©Żn)����Ż¼╩╣╔░▌åų„▌S▌SŠĆŽÓī”(du©¼)ė┌▄ć┤▓ų„▌S▌SŠĆāAą▒ę╗Č©ĮŪČ╚�Ż¼ė├łAų∙╔░▌å─źŪ“ĖCĪŻ═¼śė┐╔ęįė├Ė─įņ║¾Ą─▄ć┤▓─źłAų▄Ęų▓╝Ą─ų▒┐ū�Ż¼ĘĮĘ©╩Ū╔░▌åų„▌Sū∙▓╗ą²▐D(zhu©Żn)ĮŪČ╚����Ż¼╝┤╔░▌åų„▌S▌SŠĆŲĮąąė┌▄ć┤▓ų„▌S▌SŠĆ����ĪŻ
ĪĪĪĪ
2 įO(sh©©)ėŗ(j©¼)ā╚(n©©i)╚▌
ĪĪĪĪ
2.1īŻė├ŖAŠ▀Ą─įO(sh©©)ėŗ(j©¼)
ĪĪĪĪ
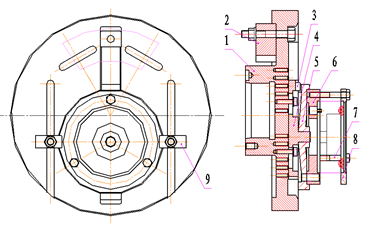
īŻė├ŖAŠ▀ĮY(ji©”)śŗ(g©░u)╚ńłD3Ż¼ŖAŠ▀░▓čb║═┐©▒PĄ─░▓čbŅÉ╦Ų���Ż¼═©▀^(gu©░)ŖAŠ▀¾w1ū¾Č╦├µ║═ā╚(n©©i)ÕF┐ūį┌ÖC(j©®)┤▓ų„▌SČ©╬╗�Ż¼ė├╦─éĆ(g©©)┬▌╦©╣╠Č©į┌ų„▌S╔Ž�����ĪŻ
ĪĪĪĪ
ŖAŠ▀¾w1╔ŽėąČ©╬╗▓█�Ż¼▓█ā╚(n©©i)čbėą╗¼ēK3Ż¼ė├╗¼ēKęŲäė(d©░ng)üĒ(l©ói)š{(di©żo)š¹Ų½ą─ŠÓ�����Ż¼╩╣Ū“ĖCųąą─║═ų„▌Sųąą─ųž║Ž��Ī��Ż╗¼ēK╔ŽėąłAų∙├µ║═ĘųČ╚▒P4Ą─Č©╬╗┐ū┼õ║Ž��Ż¼┴Ēę╗Č╦ėąĘĮą╬Č©╬╗µI4┼cĘųČ╚▒PĄ─Ą╚Ęų▓█å╬├µ┐┐ŠoČ©╬╗ĪŻ×ķ┴╦╩╣ŽÓ═¼Ą╚ĘųĄ─╣ż╝■┐╔ęį╩╣ė├═¼ę╗éĆ(g©©)ĘųČ╚▒P�Ż¼į┌ĘųČ╚▒P╔Žčbėą▀^(gu©░)Č╔▒P5Ż¼═©▀^(gu©░)┬▌ßö┼cĘųČ╚▒P╣╠Č©│╔ę╗¾w���Ż¼▓óė├ē║░Õ╣╠Č©į┌ŖAŠ▀¾w╔Ž�ĪŻ╣ż╝■═©▀^(gu©░)Łh(hu©ón)ą═ē║╚”8╣╠Č©į┌▀^(gu©░)Č╔▒P6╔Ž��ĪŻŖAŠ▀¾w╔ŽĘĮėąę╗éĆ(g©©)┼õųžēK2���Ż¼ė├üĒ(l©ói)ŲĮ║ŌŲ½ą─ŖAŠ▀ą²▐D(zhu©Żn)«a(ch©Żn)╔·Ą─▓╗ŲĮ║Ō┴”ĪŻ
ĪĪĪĪ
ĪĪĪĪ
łD3 ▄ćŪ“ĖCĄ╚ĘųŖAŠ▀ĮY(ji©”)śŗ(g©░u)łD
ĪĪĪĪ
2.2 ĄČ╝▄Ė─įņ
ĪĪĪĪ
2.2.1 ┐é¾wįO(sh©©)ėŗ(j©¼)ĘĮ░Ė
ĪĪĪĪ
ĄČ╝▄Ė─įņĄ─ę¬Ū¾╩Ūį┌ĄČ╝▄╔Žį÷╝ėę╗╠ū─źŽ„čbų├���Ż¼Ųõų„ę¬▓┐╝■╩Ū╔░▌åų„▌S���ĪŻę“?y©żn)ķŪ“ĖCų▒ÅĮ▓╗┤¾Ż¼×ķ┴╦▒ŻūC─źŽ„┘|(zh©¼)┴┐���Ż¼╔░▌åŠĆ╦┘Č╚ę¬▀_(d©ó)ĄĮ20Ī½32m/s���ĪŻę“┤╦į┌╔░▌åų„▌SĄ─ĮY(ji©”)śŗ(g©░u)▐Śē┴╦é„Įy(t©»ng)Ą─²X▌å║═ŲżÄ¦é„äė(d©░ng)Ż¼▓╔ė├Ė▀╦┘ļŖų„▌Sū„×ķäė(d©░ng)┴”į┤���ĪŻ
ĪĪĪĪ
▒ŠįO(sh©©)ėŗ(j©¼)ĘĮ░Ė╩Ū░čŲš═©▄ć┤▓ĄČ╝▄╔ŽĄ─ąĪ═Ž░Õ╚źĄ¶��Ż¼░▓čb╔Ž─źŽ„čbų├�����ĪŻ─źŽ„čbų├░³└©ļŖų„▌Sų¦ū∙���Īóų¦ū∙ū∙░Õ����Ż¼ļŖų„▌S����Ż¼ęį╝░┼õ╠ūĄ─Ė─ūāļŖų„▌S▐D(zhu©Żn)╦┘Ą─ūāŅlŲ„Ą╚ĪŻų¦ū∙Ąū├µĄĮų„▌Sųąą─Ą─Ė▀Č╚æ¬(y©®ng)īŹ(sh©¬)ļH£y(c©©)└L�Ż¼ęį▒ŻūC╔░▌åų„▌S║═▄ć┤▓ų„▌SĄ─▌SŠĆĄ╚Ė▀ĪŻļŖų„▌S░▓čb╩ŠęŌłD╚ńłD4╦∙╩Š����Ż¼ų¦ū∙ū∙░Õ2Ž┬├µĄ─═╣łAų∙ęįŻ©╬┤═ĻŻ¼Ž┬ę╗Ēō(y©©)Ż®
ĪĪĪĪ
|