|
588░Õ╗╔ų¦ū∙╝ė╣ż╣ż╦ćĖ─▀M(j©¼n)
─ŽŠ®╣żśI(y©©)┬ÜśI(y©©)╝╝ąg(sh©┤)┤¾īW(xu©”) Åł┤║├ĘĪĪ2020/9/26 9:53:37
ĪĪĪĪ š¬ę¬Ż║588░Õ╗╔ų¦ū∙┴Ń╝■╩ŪŲ¹▄ćŲųžÖC(j©®)╔Ž╦─┤¾ĻP(gu©Īn)µI╝■ų«ę╗�����Ż¼ŽÓ▒╚Ųõ╦¹╚²ĘNĻP(gu©Īn)µI╝■Ą─┼õ╠ū─▄┴”�Ż¼╦³Ą─┼õ╠ū─▄┴”ąĶę¬▀M(j©¼n)ąą┤¾Ę∙Ą─╠ß╔²�Ż¼ęį▀mæ¬(y©®ng)š¹ÖC(j©®)Ą─╔·«a(ch©Żn)ąĶŪ¾ĪŻ588░Õ╗╔ų¦ū∙╔·«a(ch©Żn)ų▄Ų┌▌^ķL(zh©Żng)���Ż¼įŁėąĄ─╣ż╦ć┴„│╠▌^ķL(zh©Żng)�����Ż¼╣żą“▌^ČÓ��Ż¼ą╬╬╗╣½▓Ņę¬Ū¾▌^Ė▀�Ż¼ąĶę¬╚╦×ķšęš²�Ż¼╝ė╣żĢr(sh©¬)ķgķL(zh©Żng)Īóų▄▐D(zhu©Żn)ų▄Ų┌┤¾�����Ż¼Ūę▓╗─▄ėąą¦┐žųŲ588░Õ╗╔ų¦ū∙Ą─╝ė╣żŠ½Č╚ĪŻø]ėąėąą¦Ą─£y(c©©)┴┐╩ųČ╬ī”(du©¼)├½┼„┴Ž���Īó│╔ŲĘ╝■▀M(j©¼n)ąą£y(c©©)┴┐Öz£y(c©©)��ĪŻ╦∙ęį¼F(xi©żn)ļAČ╬Ė∙ō■(j©┤)Ų¾śI(y©©)¼F(xi©żn)ėą╔·«a(ch©Żn)įO(sh©©)éõĖ─▀M(j©¼n)588░Õ╗╔ų¦ū∙Ą─╝ė╣ż╣ż╦ć��Ż¼╠ßĖ▀╝ė╣żą¦┬╩�Ż¼į┌▒ŻūC«a(ch©Żn)ŲĘ┘|(zh©¼)┴┐Ą─╗∙ĄA(ch©│)╔Žī”(du©¼)ĄČŠ▀▀M(j©¼n)ąąć°(gu©«)«a(ch©Żn)╗»╠µ┤·����Ż¼ĮĄĄ═╔·«a(ch©Żn)│╔▒ŠŻ¼═¼Ģr(sh©¬)▀Ćę¬▓╔ė├ąąų«ėąą¦Ą─┤ļ╩®ĮĄĄ═╣ż╚╦ä┌äė(d©░ng)ÅŖ(qi©óng)Č╚���ĪŻ
ĪĪĪĪ
ĻP(gu©Īn)µIį~Ż║ ░Õ╗╔ų¦ū∙ ╣ż╦ćĖ─▀M(j©¼n) ć°(gu©«)«a(ch©Żn)╠µ┤·
ĪĪĪĪ
ĪĪĪĪ
ę╗��Īó588░Õ╗╔ų¦ū∙╣ż╦ćĘų╬÷
ĪĪĪĪ
588░Õ╗╔ų¦ū∙├½┼„×ķĶTõō╝■���Ż¼ĶTįņ│╔ą═║¾į┌▀M(j©¼n)ąąÖC(j©®)ąĄ╝ė╣żŻ¼ŲõĶTįņ│▀┤ń┼c¼F(xi©żn)ėą╣ż╦ćę¬Ū¾┤µį┌▌^┤¾Ą─▓Ņ«Éąį�Ż¼ė░Ēæ║¾└m(x©┤)Ą─╝ė╣żŻ¼ī”(du©¼)ÖC(j©®)┤▓┼cĄČŠ▀Č╝Ģ■(hu©¼)«a(ch©Żn)╔·▌^×ķć└(y©ón)ųžĄ─ōpē─���ĪŻŲõą╬ĀŅ▌^×ķÅ═(f©┤)ļs����Ż¼═Ōė^┐┤╩Ūę╗éĆ(g©©)ąĪ░ÕĄ╩Ą─ą╬ĀŅ�Ż¼ī┘ė┌«Éą╬┴Ń╝■Ż¼╝ė╣ż▓┐╬╗▌^ČÓ╣ż╦ćÅ═(f©┤)ļs�����Ż¼ąĶę¬ČÓ┤╬čbŖA═Ļ│╔┴Ń╝■Ą─╝ė╣ż���Ż¼ī”(du©¼)╣żčbĄ─ę¬Ū¾▌^Ė▀�����ĪŻ▓óŪęįō┴Ń╝■ĶTįņ│╔ą═║¾▒Ēīė┤µį┌ę╗īėė▓Ųż���Ż¼śOęūī”(du©¼)ĄČŠ▀«a(ch©Żn)╔·▌^┤¾Ą─ōp║”ĪŻ─┐Ū░ī”(du©¼)įō┴Ń╝■Ą─╔·«a(ch©Żn)║═╝ė╣ż┤¾ČÓ▓╔ė├╩Ū▀M(j©¼n)┐┌╔Į╠žŠS┐╦ĄČŠ▀���Ż¼öĄ(sh©┤)┐žĄČŠ▀Ą─┘M(f©©i)ė├│╔▒Š▌^Ė▀���Ż¼žĮąĶīóöĄ(sh©┤)┐žĄČŠ▀▀M(j©¼n)ąąć°(gu©«)«a(ch©Żn)╗»Ą─╠µ┤·ĮĄĄ═╔·«a(ch©Żn)│╔▒ŠĪŻ
ĪĪĪĪ
Č■Īó588░Õ╗╔ų¦ū∙╝ė╣żę¬³c(di©Żn)
ĪĪĪĪ
1.│▀┤ńŠ½Č╚ę¬Ū¾▌^Ė▀
ĪĪĪĪ
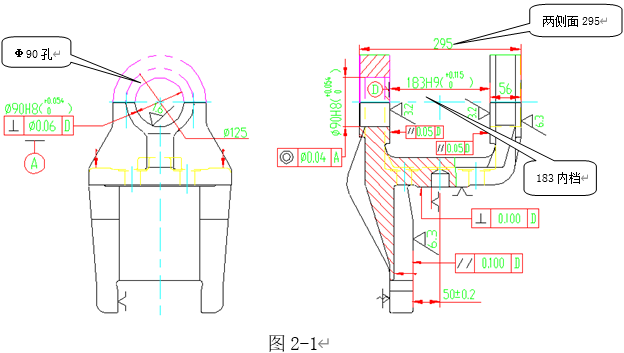
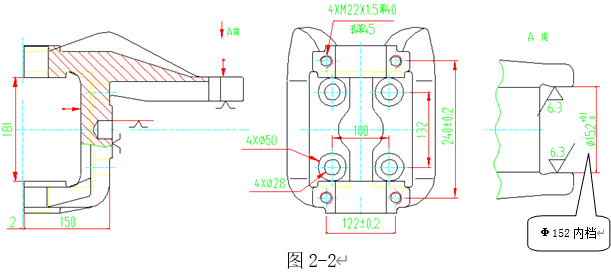
Ė∙ō■(j©┤)łD2-1║═łD2-2╦∙╩Šįō┴Ń╝■Ą─╝ė╣żŠ½Č╚Ųš▒ķį┌7╝ē(j©¬)║═8╝ē(j©¬)Š½Č╚�ĪŻ╚ń╣¹āHāH╩Ūå╬╝■Ą─╝ė╣żī”(du©¼)ė┌╩╣ė├╝ė╣żųąą─▀@śėĄ─Ė▀Š½Č╚įO(sh©©)éõüĒųv▓╗╩Ū╩▓├┤└¦ļyĄ─╩┬ŪķŻ¼Ą½ī”(du©¼)ė┌┤¾┼·┴┐Ą─╔·«a(ch©Żn)ŪķørŽ┬▒ŻūC├┐éĆ(g©©)┴Ń╝■Ą─╝ė╣ż┘|(zh©¼)┴┐╩Ū▌^×ķ└¦ļyĄ─����Ż¼▀@ī”(du©¼)ė┌ÖC(j©®)┤▓ęį╝░ĄČŠ▀Ą─ĘĆ(w©¦n)Č©ąįČ╝╠ß│÷┴╦▌^Ė▀Ą─ę¬Ū¾ĪŻę“┤╦��Ż¼×ķ▒ŻūC├┐éĆ(g©©)┴Ń╝■Ą─╝ė╣ż┘|(zh©¼)┴┐�Ż¼ī”(du©¼)│▀┤ńŠ½Č╚Ė▀Ą─▀M(j©¼n)ąą░ļŠ½╝ė╣żŻ¼Ė∙ō■(j©┤)Öz£y(c©©)ĮY(ji©”)╣¹▀M(j©¼n)ąąŠ½╝ė╣ż,═©▀^▀@śėĄ─ĘĮ╩Į╝ė╣żŠ½Č╚Š═Ģ■(hu©¼)Ą├ĄĮ║▄║├Ą─┐žųŲ����Ż¼Ą½╩Ū╚ń╣¹├┐ę╗éĆ(g©©)│▀┤ńČ╝▀@śė╠Ä└ĒĄ─įÆ╝ė╣żą¦┬╩Š═├„’@ĮĄĄ═Ż¼ę“┤╦į┌įO(sh©©)Č©╝ė╣ż╣ż╦ćĄ─Ģr(sh©¬)����Ż¼ę¬īó═¼ę╗░čĄČŠ▀╦∙▀M(j©¼n)ąąĄ─Ė„│▀┤ńŠ½╝ė╣żŻ¼┴¶ėąŽÓ═¼Ą─╝ė╣żėÓ┴┐���Ż¼ų╗Öz£y(c©©)ę╗éĆ(g©©)░ļŠ½╝ė╣ż│▀┤ń����Ż¼š{(di©żo)š¹┴Ń╝■Š½╝ė╣żėÓ┴┐�Ż¼═¼Ģr(sh©¬)┐žųŲ╦∙ėąĄ─╝ė╣ż│▀┤ń��ĪŻ
ĪĪĪĪ
ĪĪĪĪ
ĪĪĪĪ
2. ą╬╬╗╣½▓Ņ│▀┤ńĄ─┐žųŲ
ĪĪĪĪ
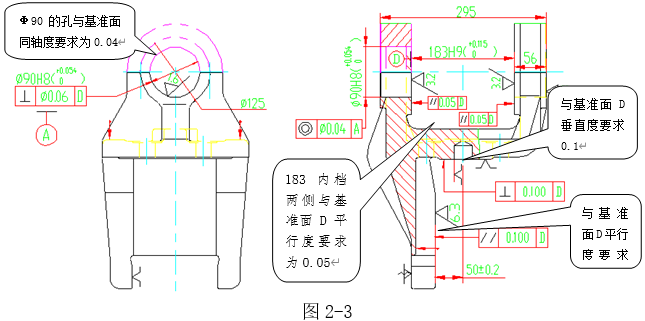
Ė∙ō■(j©┤)łD2-3╦∙╩Š����Ż¼įō┴Ń╝■ąĶę¬┐žųŲĄ─ą╬╬╗│▀┤ń╣▓ėą6éĆ(g©©)���Ż¼╩Ūę╗éĆ(g©©)Å═(f©┤)ļs«Éą╬┴Ń╝■����Ż¼╝ė╣ż▀^│╠ųą╚▌ęūę²Ų╝ė╣żūāą╬��Ż¼ą╬╬╗╣½▓ŅŠ½Č╚▓╗╚▌ęū┐žųŲį┌╣½▓ŅĘČć·ā╚(n©©i)�ĪŻ
ĪĪĪĪ
ĪĪĪĪ
╚²���Īó588░Õ╗╔ų¦ū∙┴Ń╝■╔·«a(ch©Żn)▀^│╠ųą│÷¼F(xi©żn)Ą─å¢Ņ}╝░ĮŌøQ┤ļ╩®
ĪĪĪĪ
1Ż«╝ė╣żą¦┬╩Ą═«a(ch©Żn)─▄▓╗ūŃ��Ż¼╣żą“Ęų╔ó���Ż¼▐D(zhu©Żn)▀\(y©┤n)ą¦┬╩Ą═
ĪĪĪĪ
╩ūŽ╚588░Õ╗╔ų¦ū∙┴Ń╝■╣ż╦ć┴„│╠Å═(f©┤)ļsŻ¼ąĶę¬┼┘��ĪóäØ��ĪóŃŖĪóńM���ĪóŃ@����Īó╣ź┴∙Ą└╝ė╣ż╣żą“▓┼─▄═Ļ│╔┴Ń╝■Ą─╝ė╣ż����Ż╗Ųõ┤╬įō┴Ń╝■ąĶę¬▀M(j©¼n)ąąČÓ┤╬čbŖAŻ¼Ųõą╬╬╗╣½▓Ņ│▀┤ńļy▒ŻūC��Ż╗į┘┤╬╝ė╣ż╣żą“▌^×ķĘų╔ó��Ż¼įņ│╔┴Ń╝■╝ė╣żĢr(sh©¬)ķg▌^ķL(zh©Żng)�Ż╗ūŅ║¾┴Ń╝■Ą─╝ė╣żąĶę¬▀M(j©¼n)ąąČÓ┤╬▐D(zhu©Żn)▀\(y©┤n)Ż¼╚╦åTä┌äė(d©░ng)ÅŖ(qi©óng)Č╚┤¾�Ż¼įņ│╔▓╗▒žę¬Ą─└╦┘M(f©©i)ĪŻ═©▀^ī”(du©¼)┴Ń╝■╝ė╣ż▀^│╠ųą╔Ž╩÷Ą─įŁę“▀M(j©¼n)ąąĘų╬÷�Ż¼╠ß│÷┴╦╚ńŽ┬ĮŌøQ┤ļ╩®
ĪĪĪĪ
Ż©1Ż®╣ż╦ćā×(y©Łu)╗»
ĪĪĪĪ
īóįŁüĒ┴Ń╝■╝ė╣ż┴∙Ą└╣żą“╚½▓┐Ė─×ķį┌┼P╩Į╝ė╣żųąą─╔Ž▀M(j©¼n)ąą╔·«a(ch©Żn)╝ė╣żŻ¼░č╣żą“╝»ųąŲüĒ��Ż¼═©▀^ę╗┤╬čbŖA═Ļ│╔┴Ń╝■╝ė╣ż��Ż¼╠ßĖ▀┴Ń╝■╝ė╣żą¦┬╩║═┴Ń╝■Ą─ųžÅ═(f©┤)Č©╬╗Š½Č╚���Ż¼▒ŻūC┴╦┴Ń╝■╝ė╣żŠ½Č╚����Ż¼ĮĄĄ═┴╦╣ż╚╦Ą─ä┌äė(d©░ng)ÅŖ(qi©óng)Č╚ĪŻ
ĪĪĪĪ
Ż©2Ż®╣żčbā×(y©Łu)╗»
ĪĪĪĪ
įO(sh©©)ėŗ(j©¼)ųŲū„┼P╩Į╝ė╣żųąą─īŻė├╣żčb�Ż¼╚ńłD2-4╦∙╩ŠŻ¼ęįĄū├µū„×ķų¦ō╬ŲĮ├µ���Ż¼║¾├µė├Ž▐╬╗ēKŽ▐ųŲ┴Ń╝■Ą─Ū░║¾▀\(y©┤n)äė(d©░ng)�����Ż¼╔Ž├µė├ē║░Õī”(du©¼)┴Ń╝■▀M(j©¼n)ąąŖAŠoŻ¼ā╔é╚(c©©)Ė„ųŲū„ę╗éĆ(g©©)Ž▐╬╗����Ż¼į÷╝ė┴╦ā╔éĆ(g©©)▌oų·ŖAŠočbų├Ż¼╠ßĖ▀ŖAŠ▀Ą─äéąį�����Ż¼╩╣╝ė╣ż┴Ń╝■─▄ē“═©▀^ę╗┤╬čbŖA═Ļ│╔┴Ń╝■Ą─╝ė╣ż����ĪŻ
ĪĪĪĪ
Ż©3Ż®│╠ą“�����ĪóĄČŠ▀ģóöĄ(sh©┤)ā×(y©Łu)╗»
ĪĪĪĪ
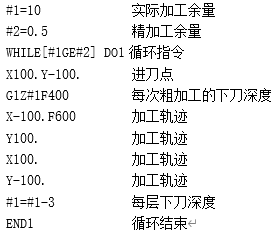
į┌öĄ(sh©┤)┐žÖC(j©®)┤▓╔Ž╝ė╣ż┴Ń╝■Ģr(sh©¬)��Ż¼╝ė╣żģóöĄ(sh©┤)Č╝ŅA(y©┤)Ž╚ŠÄ╚ļ│╠ą“����ĪŻį┌┴Ń╝■╝ė╣ż▀^│╠ųą����Ż¼═©▀^╦┘┬╩š{(di©żo)╣Ø(ji©”)ą²Ōoš{(di©żo)š¹ŪąŽ„ė├┴┐Ż¼ę“┤╦│╠ą“ųą▀xė├Ą─ŪąŽ„ė├┴┐▓╗╩ŪūŅ╝čĄ─���Īó║Ž└ĒĄ─ŪąŽ„ė├┴┐���ĪŻ╦∙ęį═©▀^┤¾┴┐Ą─īŹ(sh©¬)“×(y©żn)║═öĄ(sh©┤)ō■(j©┤)Ą─Ęe└█▀xČ©┴╦ūŅ×ķ║Ž▀mĄ─ŪąŽ„ė├┴┐üĒ▀M(j©¼n)ąą╝ė╣żŻ¼▒ŻūC┴╦╝ė╣żĄ─ą¦┬╩║═╝ė╣żĄ─ĘĆ(w©¦n)Č©ąį�����ĪŻČ°ŪąŽ„ģóöĄ(sh©┤)Ą─▀xō±ī”(du©¼)╝ė╣ż┘|(zh©¼)┴┐�����Īó╝ė╣żą¦┬╩ęį╝░ĄČŠ▀─═ė├Č╚ėąų°ų▒ĮėĄ─ė░ĒæĪŻŲõ┤╬╩Ū╝ė╣ż│╠ą“Ą─ā×(y©Łu)╗»�Ż¼ė╔ė┌├½┼„Ą─ųŲįņš`▓Ņ▌^┤¾Ż¼įņ│╔┴Ń╝■╝ė╣ż▀^│╠ųą�Ż¼ŃŖ├µ╝ė╣żĄ┌ę╗ĄČ╝ė╣żėÓ┴┐▓Ņ«Éąį▌^┤¾Ż¼«ö(d©Īng)ŪąŽ„╔ŅČ╚▌^┤¾Ģr(sh©¬)śOęūįņ│╔ŃŖ├µĄČŠ▀Ą─ōpē─���Ż¼ę“┤╦į┌┴Ń╝■čb╔Ž╣żū„┼_(t©ói)ų«Ū░æ¬(y©®ng)▀M(j©¼n)ąąę╗éĆ(g©©)ŅA(y©┤)£y(c©©)┴┐�Ż¼Ė∙ō■(j©┤)īŹ(sh©¬)ļH╝ė╣żėÓ┴┐š{(di©żo)š¹╝ė╣ż│╠ą“���ĪŻŃŖ├µ┤ų╝ė╣ż│╠ą“╚ńŽ┬Ż║
ĪĪĪĪ
ĪĪĪĪ
ŲõŻ©╬┤═Ļ���Ż¼Ž┬ę╗ĒōŻ®
ĪĪĪĪ
|