|
ųŲäė(d©░ng)Ų„Üż¾wĄ─ØLē║╝ė╣ż
─ŽŠ®╣żśI(y©©)┬ÜśI(y©©)╝╝ąg(sh©┤)┤¾īW(xu©”) Åł┤║├ĘĪĪ2020/11/24 19:56:33
ĪĪĪĪ š¬ĪĪ꬯║į┌ųŲäė(d©░ng)Ų„Üż¾w«a(ch©Żn)ŲĘ╩╣ė├▀^(gu©░)│╠ųą���Ż¼Įø(j©®ng)│Ż│÷¼F(xi©żn)╗Ņ╚¹┬®ė═¼F(xi©żn)Ž¾���Ż¼▀@éĆ(g©©)å¢(w©©n)Ņ}«a(ch©Żn)╔·Ą─ūŅų„ę¬įŁę“╩Ū╗Ņ╚¹▒Ē├µ┘|(zh©¼)┴┐▓╗║ŽĖ±Ż¼ę“┤╦╗Ņ╚¹▒Ē├µ┤ų▓┌Č╚┐žųŲ╩ŪÜż¾w«a(ch©Żn)ŲĘ╝ė╣żųąūŅųžę¬Ą─Łh(hu©ón)╣Ø(ji©”)����ĪŻųŲäė(d©░ng)Ų„Üż¾wūŅ│§Ą─╝ė╣ż╣ż╦ć╩Ūų▒Įė▓╔ė├┤ų▄ć(ch©ź)║═Š½▄ć(ch©ź)ā╚(n©©i)┐ūŻ¼ų«║¾Š═▓╗į┘ėąŲõ╦¹╣żą“��ĪŻ▀@ĘN╣ż╦ćŽ┬╝ė╣żĄ─ā╚(n©©i)┐ūį┌Ę┼┤¾ńRŽ┬ė^▓ņ�Ż¼ā╚(n©©i)┐ū▒Ē├µ│╩┬▌ą²ĀŅ���Ż¼Ą══▌▓╗ŲĮŻ¼čb┼õ║¾Ą─▓┐╝■śOęū«a(ch©Żn)╔·┬®ė═Ą╚¼F(xi©żn)Ž¾���ĪŻ║¾üĒ(l©ói)═©▀^(gu©░)ąŻŲ¾īŻ(zhu©Īn)╝ęėæšōĘų╬÷���Ż¼▀xō±▀mė├ė┌▒Š«a(ch©Żn)ŲĘĄ─ØLē║ĄČ�Ż¼╠ßĖ▀╣ż╝■▒Ē├µ┤ų▓┌Č╚Ż¼╩╣ų«▀_(d©ó)ĄĮńR├µą¦╣¹��Ż¼▓ó▀M(j©¼n)ę╗▓Į═Ļ╔Ų╝ė╣ż╣ż╦ć��Ż¼▀_(d©ó)ĄĮĮĄ▒Šį÷ą¦Ą──┐Ą─�����ĪŻ
ĪĪĪĪ
ĻP(gu©Īn)µIį~Ż║ųŲäė(d©░ng)Ų„Üż¾w����Ż╗ØLē║╝ė╣żŻ╗ńR├µ��Ż╗╝ė╣żą¦╣¹
ĪĪĪĪ
ĪĪĪĪ
Rolling Processing of Brake Shell
ĪĪĪĪ
ZHANG Chunmei
ĪĪĪĪ
(Nanjing University of Technology, Nanjing 210023)
ĪĪĪĪ
Abstract: With incomplete statistics, the piston oil leakage accounts for a large proportion in the brake housing products, so improving the surface roughness of the piston becomes the top priority. There is no other working procedure after turning the inner hole of the brake housing before the improvement. Under the magnifying glass, the surface of the inner hole is spiral, low-lying and uneven, and the assembled parts are prone to oil leakage. Later, through the discussion and analysis of school and enterprise experts, the suitable rolling cutter was selected to improve the surface roughness of the workpiece to achieve the mirror effect, and further improve the processing technology to achieve the purpose of reducing cost and increasing efficiency.
ĪĪĪĪ
Key words: brake shell; rolling processing; mirror surface; processing effect
ĪĪĪĪ
ĪĪĪĪ
1ĪĪųŲäė(d©░ng)Ų„Üż¾w
ĪĪĪĪ
ųŲäė(d©░ng)Ų„Üż¾w╩ŪŲųžÖC(j©®)ųŲäė(d©░ng)Ų„ųąĄ─ę╗éĆ(g©©)┴Ń╝■��Ż¼Š▀ėą╩╣▀\(y©┤n)äė(d©░ng)▓┐╝■£p╦┘Īó═Żų╣╗“▒Ż│ų═Żų╣?f©żn)ŅæB(t©żi)Ą─╣”─▄���ĪŻįō┴Ń╝■▓─┘|(zh©¼)×ķ40cr║ŽĮõō���Ż¼─═Ė»Īó─═─źŪęėąūŃē“Ą─ÖC(j©®)ąĄąį─▄����ĪŻųŲäė(d©░ng)Ų„Üż¾wĄ─ā╚(n©©i)┐ū▒Ē├µ╝ė╣żŠ½Č╚▌^Ė▀Ż©ęŖ(ji©żn)łD1Ż®Ż¼┐╝æ]╝ė╣żą¦┬╩║═Įø(j©®ng)Ø·(j©¼)ąįęį╝░┤¾┼·┴┐Ą─╔·«a(ch©Żn)���Ż¼×ķ┴╦£p╔┘čbŖA┼c░ß▀\(y©┤n)┤╬öĄ(sh©┤)��Ż¼╩╣ė├DOOSAN PUMA 2100MSļpų„▌S▄ć(ch©ź)ŃŖÅ═(f©┤)║ŽöĄ(sh©┤)┐žÖC(j©®)┤▓Ż©ļS▄ć(ch©ź)ŲųžėąŽ▐╣½╦ŠÖC(j©®)╝ė╣żĘųÅSöĄ(sh©┤)┐ž╝ė╣żČ╬Ż®▀M(j©¼n)ąą╝ė╣ż�Ż¼▓óŪę╩╣ė├ØLē║ĄČęįØLē║Ą─ą╬╩ĮüĒ(l©ói)╠ßĖ▀ā╚(n©©i)┐ūŻ©”š160��Īó”š154.5�����Īó”š137�Īó”š128Ż®Ą─▒Ē├µ┤ų▓┌Č╚ĪŻ
ĪĪĪĪ

ĪĪĪĪ
łD1ĪĪųŲäė(d©░ng)Ų„Üż¾w┴Ń╝■łD
ĪĪĪĪ
2ĪĪØLē║╝ė╣ż
ĪĪĪĪ
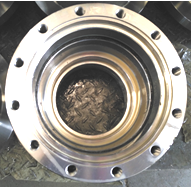
ØLē║╝ė╣żųąØLē║ą¦╣¹Ą─║├ē─┼c╔Žę╗Ą└╣żą“ĻP(gu©Īn)ŽĄ├▄Ūą��Ż¼ØLē║╝ė╣ż╩Ūį┌Š½▄ć(ch©ź)”š160Īó”š154.5�Īó”š137Īó”š128ā╚(n©©i)┐ū║¾�ĪŻĮø(j©®ng)▀^(gu©░)ČÓ┤╬įć“×(y©żn)Ż¼ę¬Ū¾ā╚(n©©i)┐ūĄČŠ½▄ć(ch©ź)║¾┴¶0.02mmĄ─ØLē║ėÓ┴┐���Ż¼▓óŪęę╗┤╬ØLē║│╔ą═�����Ż¼½@Ą├╣ŌØŹ╚ńńRĄ─▒Ē├µ���Ż¼╚ńłD2╦∙╩Š���ĪŻ
ĪĪĪĪ
ĪĪĪĪ
łD2ĪĪųŲäė(d©░ng)Ų„Üż¾w
ĪĪĪĪ
2.1ĪĪ╩ū┤╬įćŪą
ĪĪĪĪ
╩ū╝■╣ż╝■╝ė╣żĢr(sh©¬)�Ż¼ę¬▓ķ┐┤ØLē║ĄČĄ──źōpŪķør��Ż¼┤_▒ŻØLē║ĄČ─▄ē“š²│Ż╩╣ė├����Ż╗ī”(du©¼)ĄČĢr(sh©¬)Ż¼ī”(du©¼)ĄČųĄę¬▌ö╚ļĄĮī”(du©¼)æ¬(y©®ng)Ą─ĄČča(b©│)╠¢(h©żo)ųą����Ż╗╝ė╣ż▀^(gu©░)│╠ųą×ķ┴╦░▓╚½�Ż¼╩ū╝■įćŪąĢr(sh©¬)æ¬(y©®ng)īó┐ņ╦┘ęŲäė(d©░ng)▒Č┬╩ķ_(k©Īi)ĻP(gu©Īn)įO(sh©©)į┌▌^║Ž└ĒĄ─╬╗ų├�����Ż¼═¼Ģr(sh©¬)┤“ķ_(k©Īi)å╬│╠ą“Č╬ķ_(k©Īi)ĻP(gu©Īn)���Ż¼ļSĢr(sh©¬)£╩(zh©│n)éõ═Żų╣ÖC(j©®)┤▓▀\(y©┤n)ąą��Ż╗╝ė╣żĢr(sh©¬)���Ż¼▓╗ę¬ļSęŌą▐Ė─ų„▌S▒Č┬╩║═▀M(j©¼n)Įo▒Č┬╩ą▐š{(di©żo)ķ_(k©Īi)ĻP(gu©Īn)Ż¼ęį├Ōė░ĒæØLē║ą¦╣¹�����Ż╗▓┘ū„š▀▒žĒÜ╝»ųąŠ½┴”ė^▓ņØLē║▀^(gu©░)│╠����Ż¼ęį├Ō░l(f©Ī)╔·╩┬╣╩ĪŻ
ĪĪĪĪ
2.2ĪĪ┼·┴┐╔·«a(ch©Żn)
ĪĪĪĪ
╩ū╝■║ŽĖ±║¾����Ż¼┼·┴┐╔·«a(ch©Żn)Ģr(sh©¬)ę╗Ż©╬┤═Ļ�Ż¼Ž┬ę╗Ēō(y©©)Ż®
ĪĪĪĪ
|