|
SA335-P91╣▄ų„š¶Ų¹╣▄ÅØŅ^║ĖĮė
ūŻ┤║╠mĪĪ2021/2/24 12:26:35
ĪĪĪĪ Ż©─Ž═©┬ÜśI(y©©)┤¾īW(xu©”)╝╝ĤīW(xu©”)į║ �����Ż¼ĮŁ╠K─Ž═© 226007Ż®
ĪĪĪĪ
š¬ę¬:─│ļŖÅS░l(f©Ī)ļŖÖC(j©®)ĮMų„š¶Ų¹╣▄SA335-P91ÅØŅ^ė▓Č╚Ų½Ą═�Ż¼ć└(y©ón)ųžė░ĒæÖC(j©®)ĮM░▓╚½Įø(j©®ng)Ø·(j©¼)▀\(y©┤n)ąą���Ż¼▒Š╬─═©▀^(gu©░)ī”(du©¼)SA335-P91▓─┴ŽĄ─Ęų╬÷Ż¼Å─įO(sh©©)éõ����Īó║ĖŪ░£╩(zh©│n)éõĪó║ĖĮė╣ż╦ćģóöĄ(sh©┤)���Īó║ĖĮė▓┘ū„╝╝Ū╔�Īó║ĖĮė¤ß╠Ä└ĒĄ╚ĘĮ├µįö╝Ü(x©¼)öó╩÷┴╦SA335-P91õōĖ³ōQÅØŅ^Ą─║ĖĮė╣ż╦ć���ĪŻą┬╣ż╦ćĮŌøQ┴╦ÅØŅ^ė▓Č╚Ų½Ą═Ą─å¢(w©©n)Ņ}�ĪŻ
ĪĪĪĪ
ĻP(gu©Īn)µIį~Ż║SA335-P91Ż╗õō║ĖĮė╣ż╦ć��Ż╗ė▓Č╚
ĪĪĪĪ
ųąłDĘųŅÉ╠¢(h©żo)Ż║TG156.92;TG142.71 ╬─½I(xi©żn)ś╦(bi©Īo)ųŠ┤aŻ║A
ĪĪĪĪ
ĪĪĪĪ
░l(f©Ī)ļŖÖC(j©®)ĮMų„š¶Ų¹╣▄įO(sh©©)ėŗ(j©¼)ē║┴”×ķ17MPa����Ż¼įO(sh©©)ėŗ(j©¼)£žČ╚550ĪµĪŻų„š¶Ų¹╣▄ÅØŅ^▓─┘|(zh©¼)×ķSA335-P91��Ż¼ęÄ(gu©®)Ė±¦Č273mmĪ┴26mm�ĪŻÖC(j©®)ĮMį┌Özą▐ųąŻ¼ų„š¶Ų¹╣▄╝░ÅØŅ^▀M(j©¼n)ąąė▓Č╚Öz▓ķĢr(sh©¬)░l(f©Ī)¼F(xi©żn)ė▓Č╚Ų½Ą═����Ż¼ī”(du©¼)ĮŽÓĘų╬÷Ą├│÷ĮY(ji©”)šōŻ║▓─┘|(zh©¼)×ķSA335-P91Ą─ÅØŅ^╝░ų▒╣▄Č╬Ż¼ĮŽÓĮM┐Ś×ķ╗ž╗±R╩Ž¾w���Ż¼Ųõųą╔┘▓┐Ęų×ķĘŪĄõą═±R╩Ž¾w�ĪŻę“┤╦øQČ©Ė³ōQÅØŅ^���ĪŻ▒Š╬─═©▀^(gu©░)ī”(du©¼)SA335-P91▓─┴ŽĄ─╠žąįĘų╬÷���Ż¼ųŲČ©┴╦╝Ü(x©¼)ų┬Ą─ÅØŅ^Ė³ōQĘĮ░ĖĪŻ
ĪĪĪĪ
1 SA335-P91õōĮķĮB
ĪĪĪĪ
1.1 SA335-P91õōĄ─╠žąį
ĪĪĪĪ
SA335-P91õōī┘±R╩Ž¾w─═¤ßõōŻ¼ĮM┐Ś×ķ╗ž╗±R╩Ž¾w����ĪŻŠ▀ėąŽÓ«ö(d©Īng)Ė▀Ą─┤Ńė▓ąįŻ¼║ĖĮė▀^(gu©░)│╠ųą╠Ä└Ē▓╗«ö(d©Īng)╚▌ęū«a(ch©Żn)╔·┴č╝y�����ĪŻ║ĖŪ░ĒÜŅA(y©┤)¤ß�����Ż¼▓ó▒Ż│ųę╗Č©Ą─īėķg£žČ╚����Ż¼║Ė║¾ąĶę¬▀M(j©¼n)ąą║¾¤ß╝░¤ß╠Ä└ĒĪŻįōõō║ĖĮėĮėŅ^╚▌ęū┤Ó╗»�ĪóĒgąįĮĄĄ═�����Ż¼ę“┤╦║ĖĮė╣ż╦ćģóöĄ(sh©┤)ę╦▓╔ė├ąĪ─▄┴┐╩®║Ė���Ż¼ĘĮ─▄▒ŻūC║ĖĮėĮėŅ^┘|(zh©¼)┴┐��ĪŻ
ĪĪĪĪ
1.2 SA335-P91õō▓─┴ŽĄ─╗»īW(xu©”)│╔Ęų┼cÖC(j©®)ąĄąį─▄�Ż¼╚ń▒Ē1║═▒Ē2╦∙╩ŠĪŻ
ĪĪĪĪ
▒Ē1SA335-P91õō▓─┴ŽĄ─╗»īW(xu©”)│╔Ęų Żź
ĪĪĪĪ

ĪĪĪĪ
▒Ē2 SA335-P91▓─┴ŽĄ─ÖC(j©®)ąĄąį─▄ĪĪĪĪ
ĪĪĪĪ
RMŻ©MPaŻ®ĪĪĪĪ RELŻ©MPaŻ®ĪĪĪĪ A (Żź)ĪĪĪĪ AKV(J)ĪĪĪĪ HBWĪĪĪĪ
ĪĪĪĪ
Ī▌585ĪĪĪĪ 415ĪĪĪĪ 20ĪĪĪĪ 149ĪĪĪĪ Ī▄250ĪĪĪĪ
ĪĪĪĪ
2 ║ĖŪ░£╩(zh©│n)éõ
ĪĪĪĪ
2.1 ║ĖĮėįO(sh©©)éõĄ─▀xė├
ĪĪĪĪ
2.1.1 ║ĖÖC(j©®)
ĪĪĪĪ
į┌║ĖÖC(j©®)Ą─▀xō±╔Ž����Ż¼▀xō±┴╦ā╔┼_(t©ói)─µūāZX7-400STG║ĖÖC(j©®)Ż¼ŲõŠ▀éõĘĆ(w©¦n)Č©┐╔┐┐╝░║ĖĮėąį─▄┴╝║├Ą╚╠ž³c(di©Żn)�����Ż¼Ą½æ¬(y©®ng)ūóęŌŲõīŹ(sh©¬)ļH╚▌┴┐╩Ūʱį┌║ĖĮėęÄ(gu©®)ĘČģóöĄ(sh©┤)ę¬Ū¾ĘČć·ā╚(n©©i)�����ĪŻ┤╦═Ō�Ż¼├┐┼_(t©ói)ļŖ║ĖÖC(j©®)ę¬Ū¾īóā╔Ė∙║ĖĮėļŖ└|ŠĆ╝▄┐š▓╝ų├ĄĮ╩®║Ė¼F(xi©żn)ł÷(ch©Żng)Ż¼ļŖ└|ŠĆ═ŌŲżĮ^Šēæ¬(y©®ng)┴╝║├����Īó¤o(w©▓)ŲŲōpŻ¼║ĖĮėĮėĄž┐┐Į³ÅØŅ^1├ūĄžĘĮĮėĄž�����Ż¼ŖAŠ▀æ¬(y©®ng)Įėė|┴╝║├���ĪŻ▒▄├Ō║ĖĮė▀^(gu©░)│╠ųąÖzą▐¼F(xi©żn)ł÷(ch©Żng)Į╗▓µū„śI(y©©)ę²Ų║ĖĮėū„śI(y©©)ųąöÓ���ĪŻ
ĪĪĪĪ
2.1.2║Ėśī
ĪĪĪĪ
ÜÕ╗Ī║Ėśī×ķÜŌ└õ╩Į║Ėśī����Ż¼▀xō±Ą─║Ėśī║ĖŚlĄ─Ė³ōQę¬║å(ji©Żn)å╬��Ż¼║ĖŃQę▓ꬊ▀éõ▓╗ęū░l(f©Ī)¤ß�����Īó▌pŪ╔ęį╝░Įėė|┴╝║├Ą╚ā×(y©Łu)ä▌(sh©¼)���ĪŻ
ĪĪĪĪ
2.1.3Ųõ╦¹įO(sh©©)éõ╣żŠ▀
ĪĪĪĪ
£╩(zh©│n)éõę╗ų╗220VęŲäė(d©░ng)ļŖį┤▒P(p©ón)�Ż¼ąĪą═▌p▒ŃĄ─╩ų│ų╔░▌åÖC(j©®)��ĪŻÜÕÜŌ£pē║┴„┴┐ėŗ(j©¼)▀xō±Ģr(sh©¬)����Ż¼æ¬(y©®ng)ūóęŌ▒Ēėŗ(j©¼)š{(di©żo)╣Ø(ji©”)ę¬ņ`╗Ņ�����Ż¼▓óŪęÜŌē║ę▓æ¬(y©®ng)ŽÓī”(du©¼)ĘĆ(w©¦n)Č©Ż¼▌ö╦═ÜÕÜŌĄ─╣▄ŠĆ─z╣▄æ¬(y©®ng)¤o(w©▓)┴č║█����Īó¤o(w©▓)┬®ÜŌå¢(w©©n)Ņ}Ż¼═¼Ģr(sh©¬)Š▀éõ─═─ź╝░╚ß▄øĄ─╠žąį�ĪŻ
ĪĪĪĪ
2.2 ░┤įO(sh©©)ėŗ(j©¼)łD╝ł╝ė╣żŲ┬┐┌ą╬ĀŅ║═│▀┤ń
ĪĪĪĪ
2.2.1╝ė╣żę¬Ū¾
ĪĪĪĪ
Ų┬┐┌╝ė╣żæ¬(y©®ng)▓╔ė├ÖC(j©®)ąĄĘ©Ż¼ų▒╣▄Č╬╝ė╣żŪ░ė├▓█õōū÷ų¦╝▄╝ė╣╠└╬┐┐�Ż¼ęį▒▄├ŌÅØŅ^ŪąöÓĢr(sh©¬)įņ│╔ų▒╣▄Č╬ęŲ╬╗Ż¼į÷╝ėī”(du©¼)┐┌ļyČ╚�ĪŻŲ┬┐┌ĮŪČ╚▀xō±Ą─╩ŪļpVŲ┬┐┌Ż¼ą▐š¹Ų┬┐┌▀^(gu©░)│╠ųą�Ż¼┐╔ęį▀xō±▌p▒Ń╣żŠ▀Ż¼╚ńĮŪŽ“╔░▌åÖC(j©®)Ą╚���ĪŻ
ĪĪĪĪ
ūóęŌīóŲ┬┐┌╠Äļs╬’ŪÕ└ĒĖ╔ā¶��Ż¼└²╚ńŲ┬┐┌╬╗ų├╠ÄĄ─č§╗»Ųż�Īóė═Ųßęį╝░ĶFõPĄ╚���Ż¼╩╣Ųõ┬Č│÷Įī┘╣ŌØ╔���Ż¼ęį▒ŻūC║ĖĮėą¦╣¹ĪŻ
ĪĪĪĪ
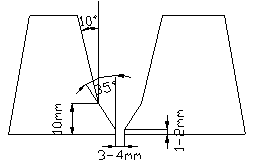
ąĶę¬┐žųŲ╣▄ūėā╚(n©©i)▒┌Õe(cu©░)┐┌ųĄĪ▄1mm,┤_▒Ż╣▄ūėā╚(n©©i)▒┌▓╗Ģ■(hu©¼)┤µį┌ć└(y©ón)ųžĄ─░╝═╣▓╗²Rå¢(w©©n)Ņ}��Ż¼╣▄Ą└Ų┬┐┌Įž├µæ¬(y©®ng)ŲĮš¹Ż¼æ¬(y©®ng)▒ŻūCā╔╣▄ķgŽČŠ∙ä“���ĪŻī”(du©¼)┐┌ķgŽČŻ║3-4mm�����Ż¼ŅD▀ģĖ▀Č╚1-2mm���ĪŻ▓╗Ą├ÅŖ(qi©óng)┴”ī”(du©¼)┐┌Ż¼ęį£p╔┘ĖĮ╝ėæ¬(y©®ng)┴”�ĪŻ┤╦═ŌŻ¼Ų┬┐┌Ōg▀ģ║±Č╚æ¬(y©®ng)Ī▄1.5mm�����Ż¼ęį▒ŻūCĖ∙▓┐Ą─┴╝║├╚█║Ž�����ĪŻįO(sh©©)ėŗ(j©¼)łD╝ł╝ė╣żŲ┬┐┌ą╬ĀŅ║═│▀┤ń╚ńłD1╦∙╩Š�����ĪŻ
ĪĪĪĪ
ĪĪĪĪ
łD1 ļpó§ą╬Ų┬┐┌łD
ĪĪĪĪ
2.3 ║ĖĮė▓─┴Ž
ĪĪĪĪ
2.3.1ÜÕÜŌ
ĪĪĪĪ
£╩(zh©│n)éõŲš═©ÜÕÜŌ5Ų┐�����Ż¼Ė▀╝āÜÕÜŌ2Ų┐��Ż¼╩╣ė├Ū░ąĶę¬ī”(du©¼)ÜÕÜŌ┘|(zh©¼)┴┐▀M(j©¼n)ąąć└(y©ón)Ė±Öz▓ķ��Ż¼╚ń��Ż¼Öz▓ķŲ┐¾w╔Ž╩Ūʱ┤µį┌│÷ÅS║ŽĖ±ūC├„�����Ż¼ęį▒ŻūC╝āČ╚į┌ć°(gu©«)╝ęś╦(bi©Īo)£╩(zh©│n)ę¬Ū¾ĘČć·ā╚(n©©i)�ĪŻĖ▀╝āÜÕÜŌ╝āČ╚║¼┴┐ę¬Ū¾▀_(d©ó)ĄĮ99.999ŻźŻ¼Ųš═©ÜÕÜŌ╝āČ╚║¼┴┐ę¬Ū¾▀_(d©ó)ĄĮ99.95ŻźŻ©ÜŌ¾w▒Żūo(h©┤)ė├Ż®���ĪŻ
ĪĪĪĪ
2.3.2ÜÕ╗Ī║ĖĮz���Īó║ĖŚl
ĪĪĪĪ
▀xō±║Ė▓─Ģr(sh©¬)æ¬(y©®ng)ūóęŌŲõ╗»īW(xu©”)│╔Ęų║═┴”īW(xu©”)ąį─▄Īó╣ż╦ćąį─▄Ą╚�����Ż¼▀@╩Ū½@Ą├ā×(y©Łu)┴╝Ą─║Ė┐pĮī┘│╔Ęų����ĪóĮM┐Ś║═┴”īW(xu©”)ąį─▄Ą─Ū░╠ß�����ĪŻĮø(j©®ng)▀^(gu©░)▒╚▌^����Ż¼╬ęéā▀xė├┴╦ER90S-B9(”Ą2.4mm)║ĖĮz║═E9018-B9-H4Ż©”Ą2.5mm����Īó”Ą3.2mmŻ®Ż©╬┤═ĻŻ¼Ž┬ę╗Ēō(y©©)Ż®
ĪĪĪĪ
|