|
’L(f©źng)ļŖ╚~Ų¼ę║ē║─ŻŠ▀ĘŁ▐D(zhu©Żn)┐žųŲĘų╬÷
ė¶╬ĄĪĪ2021/3/5 9:10:01
ĪĪĪĪ Ż©ĮŁ╠K╩Ī│Ż╩ņ┬ÜśI(y©©)Į╠ė²ųąą─ąŻŻ¼ĮŁ╠K╠Kų▌ 215500Ż®
ĪĪĪĪ
š¬ę¬Ż║×ķī”┤¾ą═’L(f©źng)ļŖ╚~Ų¼─ŻŠ▀ę║ē║ĘŁ▐D(zhu©Żn)ŽĄĮy(t©»ng)ųąĄ─╚▒Ž▌▀M(j©¼n)ąą═Ļ╔Ų║═┐╦Ę■┴╦��Ż¼╗∙ė┌╩Ė┴┐ūāŅl-ę║ē║š{(di©żo)╦┘�����Ż¼═©▀^┐ŲīW(xu©”)┐žųŲī”Ž¾Ą─▀xČ©���Ż¼▀\(y©┤n)ė├─Ż║²-PIDÅ═(f©┤)║Ž┐žųŲŲ„┐žųŲ─ŻŠ▀ĘŁ▐D(zhu©Żn)▀^│╠Ż¼═©▀^ŽÓæ¬(y©®ng)─Żą═Ą─Į©┴ó��Ż¼▓óī”Ųõ▀M(j©¼n)ąąĘ┬šµ�����Ż¼Ė∙ō■(j©┤)Ę┬šµĮY(ji©”)╣¹Ė─▀M(j©¼n)┐žųŲŲ„ģóöĄ(sh©┤)Ż¼įuār(ji©ż)ĘŁ▐D(zhu©Żn)ŽĄĮy(t©»ng)����ĪŻŽÓ▒╚▌^ė┌ę║ē║š{(di©żo)╦┘Ż¼ļŖÖC(j©®)š{(di©żo)╦┘Ę┤æ¬(y©®ng)ņ`├¶Č╚▓╗Ė▀���Ż¼ę“┤╦į÷╝ė│╔▒Š���Ż¼ĮĄĄ═š¹¾wĄ─äėæB(t©żi)ąį─▄ĪŻ▒Š╬─═©▀^Ęų╬÷’L(f©źng)ļŖ╚~Ų¼ę║ē║─ŻŠ▀ĘŁ▐D(zhu©Żn)┐žųŲą¦╣¹���Ż¼ų╝į┌×ķėąą¦Ė─╔Ų’L(f©źng)ļŖ╚~Ų¼ę║ē║─ŻŠ▀ĘŁ▐D(zhu©Żn)ŽĄĮy(t©»ng)Ą─┐žųŲŪķør╠ß╣®ģó┐╝�����ĪŻ
ĪĪĪĪ
ĻP(gu©Īn)µIį~Ż║ę║ē║ĘŁ▐D(zhu©Żn)�����Ż╗’L(f©źng)ļŖ╚~Ų¼����Ż╗═¼▓Įąį
ĪĪĪĪ
ųąłDĘųŅÉ╠¢Ż║TM614�Ż╗TP273 ╬─½I(xi©żn)ś╦(bi©Īo)ųŠ┤aŻ║A
ĪĪĪĪ
ĪĪĪĪ
’L(f©źng)┴”░l(f©Ī)ļŖęį╗∙Į©ų▄Ų┌Č╠���ĪóčbÖC(j©®)ęÄ(gu©®)─Żņ`╗Ņęį╝░ŪÕØŹ┐╔į┘╔·─▄┴”į┌╬ęć°░l(f©Ī)š╣╩«ĘųčĖ╦┘ĪŻ’L(f©źng)┴”░l(f©Ī)ļŖ╚~Ų¼īó’L(f©źng)─▄▐D(zhu©Żn)╗»×ķļŖ─▄����Ż¼ęįŠ▐┤¾╠N(y©┤n)┴┐▒ŻūC░l(f©Ī)ļŖŽĄĮy(t©»ng)Ą─š²│Ż▀\(y©┤n)ąąĪŻļSų°Įø(j©®ng)Ø·(j©¼)╦«ŲĮĄ─į÷╝ė���Ż¼ī”’L(f©źng)┴”░l(f©Ī)ļŖčbÖC(j©®)╣”┬╩║═╚~Ų¼│▀┤ńĄ─ę¬Ū¾ę▓įĮüĒįĮĖ▀���Ż¼ę“┤╦ąĶę¬┤¾ą═Ą─’L(f©źng)ļŖ╚~Ų¼─ŻŠ▀ĪŻ┤¾ą═’L(f©źng)┴”░l(f©Ī)ļŖÖC(j©®)╬╗╚~Ų¼─ŻŠ▀ķLČ╚į┌Ų▀╩«męį╔Ž�����Ż¼ę“┤╦ī”ĘŁ▐D(zhu©Żn)ŽĄĮy(t©»ng)ĘŁ▐D(zhu©Żn)═¼▓ĮĘĆ(w©¦n)Č©ąį║═│ą▌džō(f©┤)║╔─▄┴”Ą─ę¬Ū¾ę▓Ė³╝ėć└(y©ón)Ė±����ĪŻ─┐Ū░é„Įy(t©»ng)ąą▄ćÖC(j©®)ąĄ╩ĮĘŁ▐D(zhu©Żn)ŽĄĮy(t©»ng)ī”ė┌┤¾ą═’L(f©źng)┴”░l(f©Ī)ļŖ╚~Ų¼─ŻŠ▀Ą─ę¬Ū¾ęčĮø(j©®ng)ļyęįØMūŃ��ĪŻ«ö(d©Īng)Ū░ęįPLC┐žųŲ▒╚└²ķ_┐┌Č╚ī”ė═▒├▌ö│÷ė═┴┐▀M(j©¼n)ąąš{(di©żo)š¹���Ż¼Å─Č°┐žųŲ╚²éĆ╗“ęį╔ŽĄ─ĘŁ▐D(zhu©Żn)▒█ę║ē║ĘŁ▐D(zhu©Żn)ŽĄĮy(t©»ng)���Ż¼▀@ĘNĘĮ╩Į×ķ─┐Ū░ć°ā╚(n©©i)═ŌŲš▒ķ▓╔ė├Ą─ĘĮ╩Į�ĪŻ▀@ĘNĘĮ╩Įę“?y©żn)ķ─ŻŠ▀ķLČ╚▌^ķLęį╝░─ŻŠ▀ūįųž▌^┤¾��Ż¼ę“┤╦į┌ĘŁ▐D(zhu©Żn)▀^│╠ųąęį╝░─ŻŠ▀ķ_║Ž▀^│╠ųąī”ĘŁ▐D(zhu©Żn)▒█Ą─═¼▓Įąį«a(ch©Żn)╔·ę╗Č©ė░Ēæ�����Ż¼ć└(y©ón)ųžė░Ēæ─ŻŠ▀Ą─╩╣ė├Ų┌Ž▐���ĪŻ▒Š┤╬╬─š┬ī”╗∙ė┌ūāŅlļŖÖC(j©®)īŹ(sh©¬)╩®ķ]Łh(hu©ón)š{(di©żo)╦┘Ą─ČÓĘŁ▐D(zhu©Żn)▒█ę║ē║ūįäėķ_║Ž─���Ż┐žųŲŽĄĮy(t©»ng)▀M(j©¼n)ąąĮķĮBŻ¼╗∙ė┌ČÓĘŁ▐D(zhu©Żn)ÖC(j©®)śŗ(g©░u)ŽĄĮy(t©»ng)��Ż¼ī”ĘŁ▐D(zhu©Żn)ÖC(j©®)śŗ(g©░u)Ą─ĘŁ▐D(zhu©Żn)ė═Ėū╣żū„įŁ└Ē▀M(j©¼n)ąąĘų╬÷��Ż¼ī”ę║ē║ļŖÜŌŽĄĮy(t©»ng)▀M(j©¼n)ąąĖ─▀M(j©¼n)║═įO(sh©©)ėŗ(j©¼)�Ż¼▓╔ė├PIDķ]Łh(hu©ón)┐žųŲ─Ż╩ĮŻ¼ī”ĘŁ▐D(zhu©Żn)▀^│╠ųąĘŁ▐D(zhu©Żn)ĮŪČ╚═¼▓Įąį║═ŲĮĘĆ(w©¦n)ąįĄ╚ļyŅ}▀M(j©¼n)ąąėąą¦ĮŌøQ[1]����ĪŻ
ĪĪĪĪ
1 ę║ē║ĘŁ▐D(zhu©Żn)ŽĄĮy(t©»ng)Ą─╣żū„įŁ└Ē║═ĮY(ji©”)śŗ(g©░u)
ĪĪĪĪ
1.1ĘŁ▐D(zhu©Żn)ŽĄĮy(t©»ng)ĮY(ji©”)śŗ(g©░u)
ĪĪĪĪ
ĘŁ▐D(zhu©Żn)ĮY(ji©”)śŗ(g©░u)░³└©ĘŁ▐D(zhu©Żn)ė═ĖūĪóų¦ō╬ė═Ėū���Īóą²▐D(zhu©Żn)ÖC(j©®)╝▄���Īó╣╠Č©ÖC(j©®)╝▄�����Īóą²▐D(zhu©Żn)ųąą─▌S�Ż╗’L(f©źng)ļŖ╚~Ų¼─ŻŠ▀śŗ(g©░u)│╔░³└©╣╠Č©├µ║═▀\(y©┤n)äė├µ��Ż¼ę▓Š═╩Ū▒│’L(f©źng)ss├µ║═ėŁ’L(f©źng)ps├µ��Ż¼ČÓéĆę║ē║ĘŁ▐D(zhu©Żn)ÖC(j©®)śŗ(g©░u)╝▄║═─ŻŠ▀ĘųäeīŹ(sh©¬)╩®äéąį▀BĮė�����ĪŻ
ĪĪĪĪ
1.2ĘŁ▐D(zhu©Żn)ŽĄĮy(t©»ng)╣żū„įŁ└Ē
ĪĪĪĪ
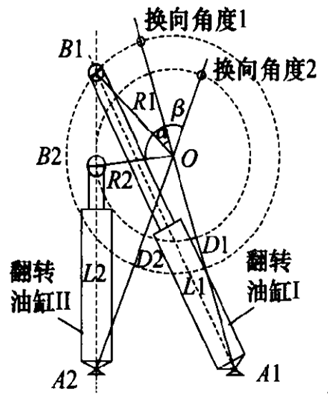
Ęų╬÷Ųõųąę╗éĆĘŁ▐D(zhu©Żn)ÖC(j©®)╝▄ĮY(ji©”)śŗ(g©░u)����ĪŻ╚ńłD1╦∙╩ŠŻ║
ĪĪĪĪ
ĪĪĪĪ
łD1 ōQŽ“³c(di©Żn)ėŗ(j©¼)╦Ń╩ŠęŌłD
ĪĪĪĪ
łD1ųąę║ē║ĘŁ▐D(zhu©Żn)ė═ĖūII║═IŽ┬ĘĮĄ─ŃqĮė³c(di©Żn)═©▀^õN▌S▀BĮė┼cĘŁ▐D(zhu©Żn)ÖC(j©®)╝▄Ąūū∙╣╠Č©▓┐╬╗���Ż¼ę║ē║ĘŁ▐D(zhu©Żn)ė═Ėū2║═1╔Ž╠ÄĄ─ŃqĮė³c(di©Żn)ĘŁ▐D(zhu©Żn)ÖC(j©®)╝▄┐╔ĘŁ▐D(zhu©Żn)���Ż¼a1�����Īób1���Īóa2Īób2Ęųäe×ķŲõī”æ¬(y©®ng)╬╗ų├�����ĪŻo▒Ē╩Šę║ē║ĘŁ▐D(zhu©Żn)ÖC(j©®)ĘŁ▐D(zhu©Żn)▓┐╬╗Ą─ųąą─▌S���Ż¼d1×ķę║ē║ĘŁ▐D(zhu©Żn)ÖC(j©®)╣╠Č©▓┐╬╗ŃqĮė³c(di©Żn)┼coų«ķgĄ─ŠÓļx��Ż¼d2×ķĘŁ▐D(zhu©Żn)ÖC(j©®)╝▄ųąą─▌S┼coų«ķgĄ─ŠÓļx�����Ż¼r2���Īór1▒Ē╩ŠĘŁ▐D(zhu©Żn)ÖC(j©®)╝▄┐╔ĘŁ▐D(zhu©Żn)▓┐╬╗┼cę║ē║ĘŁ▐D(zhu©Żn)ė═Ėū║═ųąą─▌SĄ─ŠÓļxĪŻL2����ĪóL1▒Ē╩ŠĘŁ▐D(zhu©Żn)ė═ĖūŽ┬▓┐ĄĮ╔Ž▓┐ŃqĮė³c(di©Żn)Ą─ŠÓļx�����ĪŻ─ŻŠ▀ĘŁ▐D(zhu©Żn)Ų┌ķg����Ż¼ę║ē║ĘŁ▐D(zhu©Żn)ÖC(j©®)╝▄ąĶę¬Įø(j©®ng)▀^ā╔éĆŲµ«É³c(di©Żn)xy�����Ż¼ĘŁ▐D(zhu©Żn)ė═Ėū1▀Ćø]ėąĮø(j©®ng)▀^Ųµ«É³c(di©Żn)xĢr���Ż¼ė═Ėū2║═1╔ņķLĄ─ĘŁ▐D(zhu©Żn)ąĶę¬═©▀^ĘŁ▐D(zhu©Żn)ÖC(j©®)╝▄��Ż¼ĄĮ▀_(d©ó)║¾����Ż¼ė═Ėū1ėąŚUĖūŚUķLČ╚ūŅ┤¾╗»�Ż¼ĘŁ▐D(zhu©Żn)ĮY(ji©”)śŗ(g©░u)æ{ĮĶė═Ėū2ėąŚUŪ╗ĖūŚU═ŲäėÅ─Č°īŹ(sh©¬)╩®ĘŁ▐D(zhu©Żn)Ż¼Ä¦äėė═Ėū1Įø(j©®ng)▀^Ųµ³c(di©Żn)īŹ(sh©¬)╩®ōQŽ“äėū„�ĪŻ║¾└m(x©┤)▀^│╠ųąė═Ėū1ę╗ų▒▀M(j©¼n)ąą╗ž┐säėū„ĪŻė═Ėū2Įø(j©®ng)▀^yŲµ«É³c(di©Żn)Ū░�����Ż¼ŲõėąŚUŪ╗ĖūŚUīŹ(sh©¬)╩®╔ņķLäėū„�Ż¼ĄĮ▀_(d©ó)║¾Ż¼ė═Ėū2ėąŚUŪ╗ĖūŚU▀_(d©ó)ĄĮūŅ┤¾ķLČ╚ųĄ����ĪŻæ{ĮĶė═Ėū1ė╚äéÅŖ(qi©óng)└ŁäėŻ¼ĘŁ▐D(zhu©Żn)ÖC(j©®)╝▄īŹ(sh©¬)╩®ĘŁ▐D(zhu©Żn)äėū„��Ż¼Ä¦äėė═Ėū2▀M(j©¼n)ąąōQŽ“äėū„���ĪŻ╦┼Ę■ė═ĖūŠ∙▀M(j©¼n)ąą╗ž┐säėū„����Ż¼ĄĮ─ŻŠ▀┤“ķ_═Ļ╚½ĄĮ╬╗[2]�ĪŻ
ĪĪĪĪ
2 ┐žųŲŽĄĮy(t©»ng)įO(sh©©)ėŗ(j©¼)
ĪĪĪĪ
▓┘ū„ŽĄĮy(t©»ng)Ų┌ķgŻ¼ėąā╔ĘNĘĮ╩Į┐╔ī”ŽĄĮy(t©»ng)▀M(j©¼n)ąą┐žųŲ�����Ż¼Ęųäe×ķė|├■Ų┴┐žųŲ║═▀b┐žŲ„┐žųŲ��Ż¼ėąą¦ĮŌøQ┴╦¤oŠĆ▀b┐žŽĄĮy(t©»ng)ė╔ė┌ļŖ┤┼Ė╔ö_įŁę“?q©▒)¦ų┬Ųõļyęįæ¬(y©®ng)ė├Ą─ĀŅør����ĪŻĖ∙ō■(j©┤)ŽÓĻP(gu©Īn)▓Į¾E▀M(j©¼n)ąąķ_─Ż����Ż¼╩╣ą┼╠¢▀M(j©¼n)╚ļPLCųą�����Ż¼Įė═©ų«║¾ė═▒├åóäė����Ż¼─ŻŠ▀ĘŁ▐D(zhu©Żn)ķ_╩╝ĪŻPLCūįäėÖz£yĘŁ▐D(zhu©Żn)Ų┌ķgé„ĖąŲ„ą┼╠¢����Ż¼ėŗ(j©¼)╦ŃŲõŲĮŠ∙ĮŪČ╚ųĄŻ¼╚ń╣¹─│ę╗ĘŁ▐D(zhu©Żn)ÖC(j©®)╝▄ĮŪČ╚ųĄø]ėą┤¾ė┌ŲĮŠ∙ųĄ���Ż¼PLCĢ■ßśī”▒╚└²ī”4-20mAļŖ┴„ą┼╠¢▀M(j©¼n)ąąėŗ(j©¼)╦Ń��Ż¼ūįäėūĘ┌sī”æ¬(y©®ng)ūāŅlŲ„▌ö│÷Ņl┬╩����Ż¼┴Ē═Ō����Ż¼╚ń╣¹─│ę╗ĘŁ▐D(zhu©Żn)ÖC(j©®)╝▄ĮŪČ╚ųĄ│¼│÷ŲĮŠ∙ųĄ����Ż¼ąĶę¬ĮĄĄ═ī”æ¬(y©®ng)ūāŅlŲ„Ą─▌ö│÷Ņl┬╩[3]���ĪŻ
ĪĪĪĪ
ķ_─ŻĘŁ▐D(zhu©Żn)Ą─š¹éĆ▀^│╠īóļŖ┤┼ōQŽ“ķyäėū„ĘųČ╬Ż¼Š▀¾w╚ńŽ┬��ĪŻĄ┌ę╗ļAČ╬Ż║─ŻŠ▀║Ž─Ż║¾ĘŁ▐D(zhu©Żn)ĄĮĘŁ▐D(zhu©Żn)ė═Ėū║═ÖC(j©®)╝▄Įø(j©®ng)▀^Ą┌ę╗éĆxŲµ«É³c(di©Żn)�ĪŻPLC▌ö│÷ą┼╠¢═©▀^ļŖ┤┼ķyŠĆ╚”ya11Īóya9���Īóya7���Īóya5Īóya3����Īóya1Ą─Įė═©Ż¼ī”╚²╬╗╦─═©ļŖ┤┼ōQŽ“ķy▀M(j©¼n)ąą┤“ķ_����Ż¼└¹ė├ė═▒├║═ļŖ┤┼ōQŽ“ķyīóę║ē║ė═ę║é„╦═ĄĮĘŁ▐D(zhu©Żn)ė═Ėū¤oŪ╗ŚUŻ¼ĘŁ▐D(zhu©Żn)ė═ĖūÅ─1ĄĮ6Š∙īŹ(sh©¬)╩®╔ņķL═Ųäėps├µ─ŻŠ▀ĘŁ▐D(zhu©Żn)▀\(y©┤n)äėŽ“╔ŽĪŻĄ┌ę╗éĆxŲµ«É³c(di©Żn)ėąĘŁ▐D(zhu©Żn)ė═ĖūĮø(j©®ng)▀^Ģr�Ż¼PLCī”ya5Īóya9��Īóya1ļŖ┤┼ķyŠĆ╚”▀M(j©¼n)ąąĻP(gu©Īn)ķ]�Ż¼ī”ya10Īóya6�Īóya2ļŖ┤┼ķyŠĆ╚”▀M(j©¼n)ąąĮė═©Ż¼
ĪĪĪĪ
ĪĪĪĪ
▀@Ģr║“ĘŁ▐D(zhu©Żn)ė═Ėūę╗����Īó╚²Īó╬ÕŠ∙│÷¼F(xi©żn)ūā╗»�����Ż¼ę║ē║ė═ę║ōQŽ“═©▀^ļŖ┤┼ōQŽ“ķy�Ż¼▀M(j©¼n)╚ļŪ■Ą└Å─ų«Ū░Ą─¤oŚUŪ╗ūā?y©Łu)?b>Ż©╬┤═ĻŻ¼Ž┬ę╗ĒōŻ®
ĪĪĪĪ
|