|
PLCį┌ÖCė═▒├╔wŃ@┐ūę║ē║ŽĄĮy(t©»ng)ųąĄ─æ¬(y©®ng)ė├
╠mąĪ╣Ō ╚▌ļ`¼ōĪĪ2021/6/13 18:25:14
ĪĪĪĪ Ż©ÅV╬„¼F(xi©żn)┤·┬ÜśI(y©©)╝╝ąg(sh©┤)īW(xu©”)į║���Ż¼ÖCļŖ╣ż│╠ŽĄ��Ż¼║ė│ž547000Ż®
ĪĪĪĪ
ū„š▀║åĮķŻ║╠mąĪ╣ŌŻ©1964ŻŁŻ®�����Ż¼─ąŻ¼čąŠ┐╔·�Ż¼Ė▒Į╠╩┌Ż¼čąŠ┐ĘĮŽ“:ÖCąĄįO(sh©©)ėŗ┼cųŲįņ���ĪŻ
ĪĪĪĪ
ĪĪĪĪ
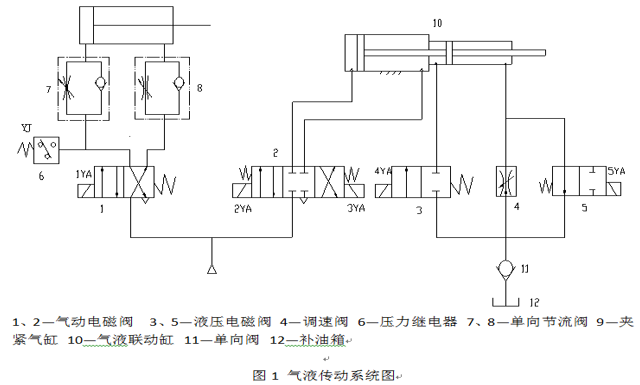
š¬ę¬Ż║ęįS195ÖCė═▒├╔wĄ─Ń@┐ū╝ė╣ż╣żą“×ķ蹊┐ī”Ž¾����Ż¼ė├┐╔ŠÄ│╠┐žųŲŲ„Ż©PLCŻ®┤·╠µ└Ž┼fĄ─ÖCąĄ╩ĮÜŌäė-ę║ē║┐žųŲŽĄĮy(t©»ng)��Ż¼╩╣▒├╔wĄ─Ń@┐ū╝ė╣ż╣ż╦ćĄ├ęįĖ─▀M���Ż¼ę║ē║ŽĄĮy(t©»ng)▀\ąąĖ³╝ėĘĆ(w©¦n)Č©���Ż¼╝ė╣żą¦┬╩Ą├ĄĮ╠ßĖ▀Ż¼Å─Č°╠ß╔²┴╦▒ŠŲ¾śI(y©©)ÖCė═▒├Ą─╩ął÷ĖéĀÄ┴”����ĪŻ
ĪĪĪĪ
ĻP(gu©Īn)µIį~Ż║PLC�Ż╗ÜŌäė-ę║ē║ŽĄĮy(t©»ng)�����Ż╗ÖCė═▒├╔w����Ż╗ą¦┬╩
ĪĪĪĪ
ĪĪĪĪ
ųąłDĘųŅÉ╠¢Ż║TH137 ╬─½Iś╦ūR┤aŻ║B
ĪĪĪĪ
1Īóę²čį
ĪĪĪĪ
S195▓±ė═ÖCÅVĘ║æ¬(y©®ng)ė├ė┌╬ęć°▐r(n©«ng)ÖC╩ął÷Ą─Ė„éĆŅI(l©½ng)ė“��Ż¼├┐─ĻĄ─╔·«a(ch©Żn)┴┐Š▐┤¾��Ż¼ÖCė═▒├╔·«a(ch©Żn)Ų¾śI(y©©)ĖéĀÄ╝ż┴ę�Ż¼└¹ØÖ╬ó▒ĪŻ¼ų╗ėą▓╗öÓĖ─▀M╣ż╦ć╠ßĖ▀╔·«a(ch©Żn)┬╩▓┼─▄▒Ż│ų«a(ch©Żn)ŲĘĄ─╩ął÷ĖéĀÄ┴”���ĪŻÖCė═▒├ī┘ė┌┤¾┼·┴┐╔·«a(ch©Żn)ĘĮ╩Į��Ż¼į┌ÖCąĄ┐žųŲĄ─ę║ē║ŽĄĮy(t©»ng)└’���Ż¼ÖCė═▒├╔w╔ŽĄ─3éĆ░▓čb┐ū╩Ūė├╚²┐ūŃ@Å─▒├╔wĄ─š²├µę╗┤╬╝ė╣ż│÷üĒĄ─Ż¼Ń@┐ū║¾▀ĆąĶę¬į┌▒├╔w▒│├µī”æ¬(y©®ng)╚²éĆ┐ūĄ─╬╗ų├’┴ŲĮĪ���Ż¼F(xi©żn)į┌╩╣ė├PLC┐žųŲ┤·╠µįŁÖCąĄÜŌäė-ę║ē║ŽĄĮy(t©»ng)��Ż¼▒├╔wĄ─╝ė╣ż╣żą“Ą├ĄĮĖ─▀M����Ż¼╝┤ė├Å═(f©┤)║ŽŃ@Ņ^Å─▒├╔wĄ─▒│├µŃ@┐ūŻ¼└¹ė├LPCŠÄ│╠į┌Ń@┐ūĄĮ╬╗║¾═Ż┴¶���Ż¼ė├Å═(f©┤)║ŽŃ@Ņ^╔ŽĄ─ĄČŠ▀ī”▒├╔w▒│├µĄ─░▓čb┐ū▀Mąą’┴ŲĮ�����Ż¼Å─Č°£p╔┘īŻķTĄ─’┴ŲĮ╝ė╣ż╣żą“Ż¼╠ßĖ▀┴╦▒├╔w╝ė╣ż╔·«a(ch©Żn)ą¦┬╩�����ĪŻ
ĪĪĪĪ
2�����Īó╣żū„┼_PLC┐žųŲįŁ└Ē
ĪĪĪĪ
PLCīŹ┘|(zh©¼)╩Ūę╗┼_╣żśI(y©©)┐žųŲīŻśI(y©©)ėŗ╦ŃÖC�����Ż¼╦³ęį┐╔┐┐ąįĖ▀ĪóŠÄ│╠║åå╬ĘĮ▒Ń���Īó─▄ē“═©▀^▄ø╝■ņ`╗ŅĖ─ūā▒╗┐žųŲ▓┐╝■Ą─äėū„��Ż¼ęį╝░─▄Įø(j©®ng)╩▄É║┴ėŁh(hu©ón)Š│Ą╚ā×(y©Łu)³c���Ż¼į┌╣żśI(y©©)┐žųŲŅI(l©½ng)ė“Ą├ĄĮÅVĘ║Ą─æ¬(y©®ng)ė├ĪŻ
ĪĪĪĪ
ĪĪĪĪ
2.1ę║ē║╣żū„┼_Ą─▀\äėįŁ└Ē
ĪĪĪĪ
ė╔ė┌S195ÖCė═▒├╔·«a(ch©Żn)ŠĆėą╝»ųą╠ß╣®Ą─ē║┴”ÜŌ¾w�����Ż¼×ķ┴╦▓╗Ņ~═Ōį÷╝ėę║ē║äė┴”čbų├�����Ż¼╣żū„┼_▀\äė▓╔ė├ÜŌäė-ę║ē║é„äėŽĄĮy(t©»ng)Ż©łD1Ż®���ĪŻ
ĪĪĪĪ
2.2ÜŌę║ŽĄĮy(t©»ng)╣żū„įŁ└Ē
ĪĪĪĪ
Ż©1Ż®╣ż╝■ŖAŠo┼c╦╔ķ_Ż║ÜŌäėļŖ┤┼ķy1Ą─1YAĄ├ļŖį┌ū¾╬╗╣żū„�����Ż¼ÜŌĖū╔ņ│÷ŖAŠo�Ż╗╩¦ļŖĢrį┌ėę╬╗╣żū„�Ż¼ÜŌĖū┐s╗ž╦╔ķ_�ĪŻ
ĪĪĪĪ
Ż©2Ż®╗¼┼_┐ņ▀MŻ║ÜŌäėļŖ┤┼ķy2Ą─2YA Ą├ļŖį┌ū¾╬╗╣żū„���Ż¼ę║ē║ļŖ┤┼ķy3Ą─4YAĄ├ļŖį┌ū¾╬╗╣żū„�Ż¼ę║ē║ļŖ┤┼ķy5Ą─5YA╩¦ļŖį┌ū¾╬╗╣żū„���Ż¼ÜŌę║Ėū┐ņ╦┘╔ņ│÷īŹ¼F(xi©żn)┐ņ▀M���ĪŻ
ĪĪĪĪ
Ż©3Ż®╗¼┼_╣ż▀MŻ║į┌┐ņ▀M▀^│╠ųąē║Ž┬ūā╦┘ķ_ĻP(gu©Īn)ę║ē║ļŖ┤┼ķy5Ą─5YAĄ├ļŖį┌ėę╬╗╣żū„Ż¼ė═Ėū│÷ė═Įø(j©®ng)▀^š{(di©żo)╦┘ķy4š{(di©żo)╦┘īŹ¼F(xi©żn)╣ż▀M����ĪŻ
ĪĪĪĪ
Ż©4Ż®╗¼┼_═Ż┴¶Ż║╗¼┼_╣ż▀MĄĮĮK³c═Ż┴¶Ż¼▀Mąą▒├╔w┐ū┐┌’┴ŲĮ�Ż¼═Ż┴¶Ģrķgė╔PLC┐žųŲ�����ĪŻ
ĪĪĪĪ
Ż©5Ż®╗¼┼_┐ņ═╦Ż║ÜŌäėļŖ┤┼ķy2Ą─3YAĄ├ļŖį┌ėę╬╗╣żū„����Ż¼ę║ē║ļŖ┤┼ķy5Ą─5YA╩¦ļŖį┌ū¾╬╗╣żū„Ż¼ÜŌę║Ėū┐ņ╦┘┐s╗ž�Ż¼īŹ¼F(xi©żn)┐ņ═╦�����ĪŻ
ĪĪĪĪ
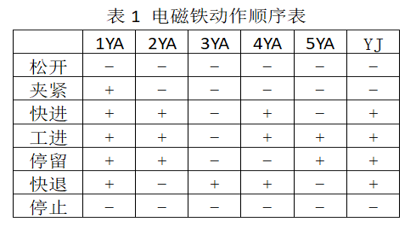
įōŽĄĮy(t©»ng)Ą─ļŖ┤┼ĶFäėū„Ēśą“▒Ē╚ń▒Ē1╦∙╩ŠŻ║
ĪĪĪĪ
ĪĪĪĪ
2.3 PLC┐žųŲŽĄĮy(t©»ng)Ą─ė▓╝■įO(sh©©)ėŗ
ĪĪĪĪ
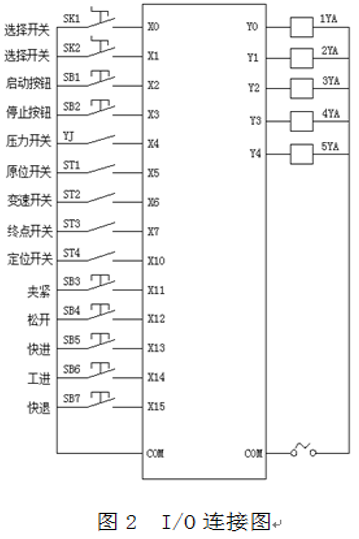
įōŽĄĮy(t©»ng)▀xė├╚²┴Ō╣½╦ŠFX2N-32MRą═╠¢Ą─PLC�����Ż¼īŹļHI/0öĄ(sh©┤)×ķ32���Ż¼16éĆ▌ö╚ļ³c║═16éĆ▌ö│÷³cŻ¼═Ļ╚½─▄ē“ØMūŃ▒ŠŽĄĮy(t©»ng)Ą─┐žųŲąĶę¬���ĪŻŠ▀¾w▌ö╚ļ▌ö│÷³cöĄ(sh©┤)Ęų┼õ╝░I/O▀BŠĆłD╚ńłD2╦∙╩Š��ĪŻ
ĪĪĪĪ
ĪĪĪĪ

ĪĪĪĪ
2.4 PLC┐žųŲŽĄĮy(t©»ng)Ą─▄ø╝■įO(sh©©)ėŗ
ĪĪĪĪ
PLC┐žųŲĘĮ╩ĮįO(sh©©)ėŗėą╩ųäė─Ż╩Į║═ūįäė─Ż╩Į����ĪŻ╩ųäė─Ż╩Įų„ę¬╩Ūė├üĒ░▓čbš{(di©żo)įć║═Å═(f©┤)╬╗Ą╚╣żū„�ĪŻūįäė─Ż╩Įėų┐╔ęįĘų×ķå╬┤╬裣h(hu©ón)║═▀B└m(x©┤)裣h(hu©ón)╣żū„Ż¼ā╔š▀Ą─ģ^(q©▒)äe╩Ūå╬┤╬裣h(hu©ón)├┐┤╬čb╣ż╝■ĄĮ╬╗║¾Č╝ę¬░┤ę╗Ž┬åóäė░┤Ōo�����Ż¼ŽĄĮy(t©»ng)▓┼Ģ■▀Mąąę╗éĆ裣h(hu©ón)äėū„���Ż╗▀B└m(x©┤)裣h(hu©ón)╩Ūīó╣ż╝■░▓čbĄĮ╬╗�Ż¼čėĢrā╔├ļńŖ║¾Ż¼ŽĄĮy(t©»ng)Š═Ģ■ūįäė▀Mąąę╗éĆ裣h(hu©ón)äėū„��ĪŻ╣żū„─Ż╩Į╩ŠęŌłD║═ūįäė─Ż╩Į╣żū„裣h(hu©ón)╩ŠęŌłD╚ńłD3║═łD4╦∙╩Š���ĪŻ
ĪĪĪĪ

ĪĪĪĪ
Ė∙ō■(j©┤)┐žųŲ─Ż╩Į╝░╗¼┼_┐žųŲļŖ┤┼ĶFäėū„Ēśą“▒ĒįO(sh©©)ėŗPLC┐žųŲ│╠ą“����Ż¼╠▌ą╬łDė├ā╔ĮMMC/MCRų„┐žųĖ┴ŅüĒįO(sh©©)ų├╩ųäė║═ūįäėā╔▓┐Ęų│╠ą“Č╬�ĪŻ╩ųäė│╠ą“ų„ę¬╩ŪĖ„äėū„Ą─³cäė┐žųŲĪŻūįäė│╠ą“×ķ┴╦░▓╚½ŲęŖ��Ż¼╣ż╝■░▓čbĄĮ╬╗ē║Ž┬Č©╬╗ķ_ĻP(gu©Īn)ST4║¾�Ż¼čėĢr2├ļŻ©T0Ż®į┘▀MąąŖAŠoäėū„Ż¼Č°Ūęų╗ėąŖAŠoē║┴”ĄĮ▀_įO(sh©©)Č©╩╣ųĄē║┴”└^ļŖŲ„YJķ]║Ž����Ż¼▒ŻūC╣ż╝■ŖAŠo║¾���Ż¼▓┼ķ_╩╝┐ņ▀M���Ż╗╣żū„┼_▀MĮoĄĮ▀_ĮK³c���Ż¼═Ż┴¶ĢrķgT1įO(sh©©)ų├×ķ5├ļ▀Mąą▒├╔w┐ū┐┌’┴ŲĮŻ¼’┴ŲĮĮY(ji©”)╩°╣żū„┼_┐ņ═╦��Ż╗═╦ĄĮįŁ╬╗═Żų╣▓ó╦╔ķ_╣ż╝■��Ż¼Ą╚┤²╚ĪŽ┬╣ż╝■����Ż¼ųžą┬░▓čb╣ż╝■ĄĮ╬╗║¾ūįäė▀MąąŽ┬ę╗éĆ裣h(hu©ón)ĪŻ╠▌ą╬łD│╠ą“╚ńłD5╦∙╩Š����ĪŻ
ĪĪĪĪ
3ĪóPLCĄ─┐žųŲ╠ž³c
ĪĪĪĪ
×ķŻ©╬┤═Ļ�Ż¼Ž┬ę╗ĒōŻ®
ĪĪĪĪ
|