|
╗∙ė┌TIG║ĖĄ─õX║ŽĮ▄ć╔ĒŠSą▐蹊┐
Åłė░ĪĪ2022/2/17 15:49:18
Ż©Įė╔ŽĒōŻ®ŠSą▐ųą║Ė┐pą╬├▓Ą─ė░Ēæ
ĪĪĪĪ
░┤ššīŹ(sh©¬)“×(y©żn)ĘĮ░Ė�Ż¼įO(sh©©)ų├▓╗═¼Ą─║ĖĮė╦┘Č╚����Ż¼£y┴┐▄ć╔ĒŠSą▐ųą║Ė┐pą╬├▓Ą─╚█īÆöĄ(sh©┤)ō■(j©┤)Īó╚█╔ŅöĄ(sh©┤)ō■(j©┤)�ĪóŪÕ└ĒīÆČ╚öĄ(sh©┤)ō■(j©┤)��Ż¼═©▀^ĮY(ji©”)╣¹ęŖłD1�ĪŻ
ĪĪĪĪ
ĪĪĪĪ
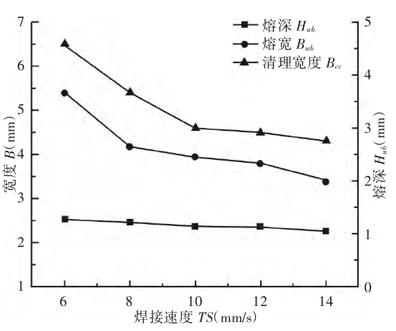
łD1 ║ĖĮė╦┘Č╚ūā╗»Śl╝■Ž┬Ą─õX║ŽĮ▄ć╔ĒŠSą▐ųą║Ė┐pą╬├▓ė░ĒæŪķør
ĪĪĪĪ
łD1ųą����Ż¼▄ć╔Ē║Ė┐p╚█īÆ╩▄║ĖĮė╦┘Č╚Ą─ė░ĒæūŅąĪ���Ż¼ļSų°║ĖĮė╦┘Č╚Ą─į÷╝ė���Ż¼įōģóöĄ(sh©┤)öĄ(sh©┤)ųĄ│╩¼F(xi©żn)│÷śOąĪĘ∙Č╚Ą─Ž┬ĮĄūā╗»┌ģä▌�Ż¼ūā╗»Ę∙Č╚į┌0.5mmęįā╚(n©©i)����ĪŻŽÓ▒╚ų«Ž┬���Ż¼ŪÕ└ĒīÆČ╚║═╚█īÆā╔ĒŚ(xi©żng)ģóöĄ(sh©┤)╩▄║ĖĮė╦┘Č╚Ą─ė░Ēæ▒╚▌^┤¾���Ż¼ūā╗»┌ģä▌ŽÓĮ³��Ż¼ļSų°║ĖĮė╦┘Č╚Ą─į÷╝ė���Ż¼öĄ(sh©┤)ųĄųØu£pąĪĪŻŲõųą�����Ż¼╚█īÆģóöĄ(sh©┤)į┌║ĖĮė╦┘Č╚8mm/sĪ½12mm/sĘČć·ā╚(n©©i)Ą─ūā╗»▌^ąĪ�����Ż¼Ųõ╦¹║ĖĮė╦┘Č╚Śl╝■Ž┬Ą─╚█īÆ│╩¼F(xi©żn)│÷▌^×ķ├„’@Ą─Ž┬ĮĄūā╗»┌ģä▌����ĪŻ«ö(d©Īng)║ĖĮė╦┘Č╚×ķ14mm/sĢr(sh©¬)�����Ż¼╚█īÆ╝s×ķ3.3mm��ĪŻī”ė┌ŪÕ└ĒīÆČ╚���Ż¼10mm/s║ĖĮė╦┘Č╚Śl╝■Ž┬Ą─ģóöĄ(sh©┤)öĄ(sh©┤)ųĄ╩Ūę╗éĆ(g©©)▐D(zhu©Żn)š█³c(di©Żn)���Ż¼«ö(d©Īng)║ĖĮė╦┘Č╚│¼│÷įōöĄ(sh©┤)ųĄ║¾���Ż¼║Ė┐pŪÕ└ĒīÆČ╚ļSų°║ĖĮė╦┘Č╚į÷╝ėĄ─Ž┬ĮĄĘ∙Č╚│÷¼F(xi©żn)┴╦├„’@£pąĪĪŻŠC║Ž┐╝æ]╚█īÆöĄ(sh©┤)ō■(j©┤)��Īó╚█╔ŅöĄ(sh©┤)ō■(j©┤)�����ĪóŪÕ└ĒīÆČ╚öĄ(sh©┤)ō■(j©┤)ūā╗»┌ģä▌��Ż¼ĮY(ji©”)║Ž▄ć╔ĒŠSą▐Ą─║ĖĮė╦┘Č╚▓┘ū„ļyČ╚║═╝╝ąg(sh©┤)ąĶŪ¾��Ż¼Į©ūh▄ć╔ĒŠSą▐Ų┌ķg┐žųŲ║ĖĮė╦┘Č╚ĘČć·10mm/sĪ½12mm/s�����ĪŻ
ĪĪĪĪ
2ĪóTIG║ĖĮėĘÕųĄļŖ┴„ī”õX║ŽĮ▄ć╔ĒŠSą▐ųą║Ė┐pą╬├▓Ą─ė░Ēæ
ĪĪĪĪ
░┤ššįO(sh©©)Č©Ą─īŹ(sh©¬)“×(y©żn)ĘĮĘ©�����Ż¼╣╠Č©ĘŪūā┴┐ęį═ŌĄ─ģóöĄ(sh©┤)öĄ(sh©┤)ųĄ���Ż¼į┌▒ŻūCå╬ę╗ūā┴┐Ą─Śl╝■Ž┬Ż¼£y┴┐▓╗═¼ĘÕųĄļŖ┴„ø_ō¶Ž┬«a(ch©Żn)╔·Ą─╚█īÆöĄ(sh©┤)ō■(j©┤)�Īó╚█╔ŅöĄ(sh©┤)ō■(j©┤)ĪóŪÕ└ĒīÆČ╚öĄ(sh©┤)ō■(j©┤)��Ż¼Įy(t©»ng)ėŗ(j©¼)ĮY(ji©”)╣¹ęŖłD2����ĪŻ
ĪĪĪĪ
ĪĪĪĪ
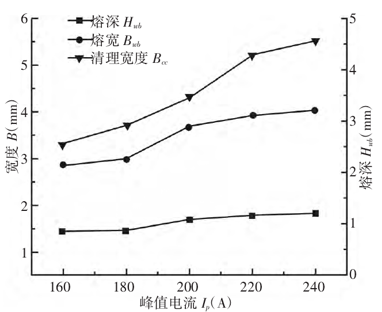
łD2 ║ĖĮėĘÕųĄļŖ┴„ūā╗»Śl╝■Ž┬õX║ŽĮ▄ć╔ĒŠSą▐ųą║Ė┐pą╬├▓ė░ĒæŪķør
ĪĪĪĪ
łD2ųą�Ż¼╚█╔Ņ╩▄ĘÕųĄļŖ┴„ūā╗»Ą─ė░ĒæūŅąĪ����Ż¼▒Ż│ųį┌0.5mmĪ½1.5mmĘČć·ā╚(n©©i)�����ĪŻ╚█īÆ║═ŪÕ└ĒīÆČ╚ā╔éĆ(g©©)ģóöĄ(sh©┤)╩▄ĘÕųĄļŖ┴„ūā╗»Ą─ė░Ēæ▌^┤¾��Ż¼Š∙│╩¼F(xi©żn)│÷╔Ž╔²ūā╗»┌ģä▌����ĪŻŲõųą����Ż¼ŪÕ└ĒīÆČ╚Ą─╔Ž╔²Ę∙Č╚Ė³┤¾ę╗ą®ĪŻų«╦∙ęįĢ■│÷¼F(xi©żn)┤╦ŅÉŪķørŻ¼ų„ę¬įŁę“╩ŪĘÕųĄļŖ┴„Ą─į÷╝ė��Ż¼ę²░l(f©Ī)┴╦č§╗»─żū▓ō¶���Ż¼Ļ¢ļxūėöĄ(sh©┤)┴┐┤¾Ę∙Č╚į÷╝ėŻ¼ų┬╩╣ĻÄśOĄ─ŪÕ└ĒīÆČ╚ųØuūā┤¾�ĪŻ×ķ┴╦▒ŻūCõX║ŽĮ▄ć╔ĒŠSą▐┘|(zh©¼)┴┐�����Ż¼į┌▀\(y©┤n)ė├TIG║ĖĮė╝╝ąg(sh©┤)Ģr(sh©¬)����Ż¼▒M┴┐į÷╝ė╚█╔Ņ�Ż¼£pąĪ╚█īÆ║═ŪÕ└ĒīÆČ╚ĪŻÅ─«ö(d©Īng)Ū░ūā╗»╠ž³c(di©Żn)üĒ┐┤�����Ż¼Į©ūh┐žųŲĘÕųĄļŖ┴„į┌180AĪ½200AĘČć·ā╚(n©©i)��ĪŻ
ĪĪĪĪ
┐éĮY(ji©”)
ĪĪĪĪ
▒Š╬─ć·└@õX║ŽĮ▄ć╔ĒŠSą▐ųąĄ─║ĖĮė╣ż╦ćš╣ķ_╠ĮŠ┐�����Ż¼▀xō±TIG║ĖĮėū„×ķ蹊┐ī”Ž¾���Ż¼▓╔ė├īŹ(sh©¬)“×(y©żn)Ęų╬÷Ą─ĘĮ╩ĮŻ¼╠ĮŠ┐TIG║ĖĮėųąĘÕųĄļŖ┴„║═║ĖĮė╦┘Č╚š{(di©żo)╣Ø(ji©”)ŪķørŽ┬���Ż¼ī”▄ć╔Ē║Ė┐pą╬├▓Ą─ė░ĒæĪŻīŹ(sh©¬)“×(y©żn)ĮY(ji©”)╣¹’@╩Š�����Ż¼▄ć╔Ē║Ė┐p╚█īÆ╩▄║ĖĮė╦┘Č╚Ą─ė░Ēæ▌^ąĪ���Ż¼╚█╔Ņ║═ŪÕ└ĒīÆČ╚╩▄┤╦ė░Ēæ▌^┤¾Ż╗╚█╔Ņ╩▄ĘÕųĄļŖ┴„ūā╗»Ą─ė░Ēæ▌^ąĪ�Ż¼╚█īÆ║═ŪÕ└ĒīÆČ╚╩▄┤╦ė░Ēæ▌^┤¾���ĪŻĮ©ūh▄ć╔ĒŠSą▐Ų┌ķg���Ż¼įO(sh©©)Č©TIG║ĖĮė╦┘Č╚10mm/sĪ½12mm/s����Ż¼ĘÕųĄļŖ┴„180AĪ½200A��ĪŻ
ĪĪĪĪ
ĪĪĪĪ
ģó┐╝╬─½I(xi©żn)
ĪĪĪĪ
[1]ŚŅ│¼,═§ėóŠ²,ąņŲG└¹,Ą╚.║¼ScĖ▀ÅŖ(qi©óng)õX║ŽĮ▒Ī░ÕTIG║Ė┼cFSWĮėŅ^ĮM┐Ś┼cąį─▄ī”▒╚蹊┐[J].ÖC(j©®)ąĄ╣ż│╠īW(xu©”)ł¾(b©żo),2020,56(6):235-242.
ĪĪĪĪ
[2]Åł╔Į,╬║š²ėó,Č┼▄Ŗ,Ą╚.õX║ŽĮūāśOąįTIG║Ė║ĖĮėģóöĄ(sh©┤)ī”║Ė┐pą╬├▓Ą─ė░Ēæ[J].ÖC(j©®)ąĄįO(sh©©)ėŗ(j©¼)┼cųŲįņ,2020,348(2):182-185.
ĪĪĪĪ
[3]Åłń¹,äóš■▄Ŗ.╣╠╚▄╠Ä└Ēī”7075õX║ŽĮ═¼┘|(zh©¼)TIG║ĖĮėŅ^’@╬óĮM┐Ś╝░┴”īW(xu©”)ąį─▄Ą─ė░Ēæ蹊┐[J].¤ß╝ė╣ż╣ż╦ć,2019,48(3):83-88.
ĪĪĪĪ
[4]Ēnć°┴╝,═§╗▌├ń,äó║¼éź,Ą╚.▓╗═¼║ĖĮė╣ż╦ćŽ┬2219õX║ŽĮTIG║ĖĮėŅ^ąį─▄Ęų╬÷[J].║ĖĮė, 2019(5):48-51.
ĪĪĪĪ
[5]±RėĻŪń,═§╝tĻ¢,äó└Ķ├„.╗∙ė┌NiųąķgīėĄ─õX║ŽĮ┼cĖ▀ÅŖ(qi©óng)õō╝ż╣ŌšTī¦(d©Żo)TIGÅ═(f©┤)║Ž║ĖĮė[J].ųąć°╝ż╣Ō,2019,512(8):90-96.
ĪĪĪĪ
[6]Ēnć°┴╝,╦╬Į©ÄX,ČĪ╝¬└ż,Ą╚.║ĖĮė¤ß▌ö╚ļī”2219▒Ī░ÕõX║ŽĮ║ĖĮėĮėŅ^ąį─▄Ą─ė░Ēæ[J].║ĖĮė,2020(1):51-54.
ĪĪĪĪ
ĪĪĪĪ
ū„š▀║åĮķŻ║Åłė░Ż¼ĮŁ╠K╗┤░▓╚╦��Ż¼▒Š┐ŲīW(xu©”)Üv�����Ż¼Ų¹▄ćą▐└Ē╣ż�Ż¼ų·└ĒųvĤ�����Ż¼čąŠ┐ĘĮŽ“Ż║Ų¹▄ćÖz£y┼cŠSą▐�����ĪŻ
ĪĪĪĪ
|