|
╗∙ė┌ŪČ╚ļ░µMCGS┼c╬„ķTūėPLCĄ─┤«╝ē£žČ╚┐žųŲŽĄĮy(t©»ng)
äó∙i ╣∙Ē× äó▒∙ń„ äó¤©éźĪĪ2022/11/27 8:43:09
Ż©Įė╔ŽĒōŻ®╣®ĮŌøQīŹļH╣ż│╠å¢Ņ}Ą─ĘĮ░ĖŻ¼į┌ūįäė╗»ŅIė“ėąų°ÅVĘ║Ą─æ¬ė├��ĪŻ
ĪĪĪĪ
ŪČ╚ļ░µMCGS░³║¼ų„┐ž┤░┐┌�ĪóįOéõ┤░┐┌Īóė├æ¶┤░┐┌�����ĪóīŹĢröĄō■Äņ║═▀\ąą▓▀┬į[1]ĪŻ▒Š┤╬▓╔ė├Ą─ĮMæB(t©żi)Ų┴╩Ūė|├■Ų┴�����Ż¼┐╝æ]ĄĮ╣żśI(y©©)ųą�����Ż¼ģóöĄą▐Ė─ŅlĘ▒���Ż¼×ķ▒Żūoė|├■Ų┴�Ż¼čėķL╩╣ė├ē█├³���Ż¼į┌▀@└’įOų├┴╦═Ōų├µI▒P����Ż¼┐╔ęį═©▀^═Ōų├µI▒Pį┌MCGSĮMæB(t©żi)Ų┴╔ŽįOų├ŽÓĻPģóöĄ�����ĪŻę“×ķ╩Ū═Ōų├µI▒P���Ż¼▀@└’ąĶę¬į┌ĮMæB(t©żi)Įń├µ╠Ē╝ėµI▒PęŲäė╣Ōś╦�����Ż¼«ö╣Ōś╦ęŲäėĄĮąĶĖ─ģó┴┐Ģr�����Ż¼▀ĆąĶę¬åóė├įOų├▀xųąµI▓┼┐╔ęį▀MąąģóöĄ▌ö╚ļ╗“ą▐Ė─���ĪŻę“┤╦├┐éĆ┐╔Ė─ģó┴┐▓╗āHę¬ėąūį╝║Ą─Ī░▌ö╚ļ┐“Ī▒Ż¼į┌ŲõŽ┬ĘĮ▀ĆąĶįOų├╣Ōś╦µI║═įOų├▀xųąµI���ĪŻ
ĪĪĪĪ
į┌▀\ė├ŪČ╚ļ░µMCGSĢr�����Ż¼╩ūŽ╚Į©┴óīŹĢröĄō■Äņ��Ż¼³cō¶īŹĢröĄō■Äņ��Ż¼ą┬į÷ī”Ž¾�����Ż¼ļpō¶ą┬į÷Ą─ī”Ž¾▀Mąąī┘ąįįOų├����ĪŻ╣Ōś╦µI║═įOų├▀xųąµIį┌īŹĢröĄō■Äņųą▀Mąąą┬į÷ī”Ž¾įOų├ĢrŻ¼╦³éāĄ─╗∙▒Šī┘ąįįOų├×ķķ_ĻPą═����Ż¼öĄō■ī”Ž¾├¹ĘQ×ķ┴╦ĘĮ▒Ń┼cMCGSūį╔ĒĄ─įOéõŠÄ▌ŗ┤░┐┌Ą─═©Ą└├¹ĘQęį╝░PLCųąĄ─ūā┴┐ī”æ¬Ż¼į┌├³├¹Ģr▒M┴┐▒Ż│ųŽÓĮ³�����Ż¼ĘĮ▒Ń║¾└m(x©┤)ūį╝║Öz▓ķ║═ą▐Ė─��ĪŻ└²╚ń���Ż¼Ė▒┐žųŲŲ„Ą─Ī░▒╚└²ģóöĄĪ▒įOų├▀xųąµIį┌PLCūā┴┐┤░┐┌ųąĄ─ĄžųĘ╩Ū%M19.0�����Ż¼─Ū├┤į┌įOéõŠÄ▌ŗ┤░┐┌Ą─═©Ą└├¹ĘQ┴ąŲ├¹×ķM019.0����Ż¼īŹĢröĄō■ÄņųąŲ├¹×ķĪ░ūxīæM019_0Ī▒�ĪŻ
ĪĪĪĪ
į┌īŹĢröĄō■ÄņųąĮ©┴óĄ─ī”Ž¾�Ż¼╔µ╝░ĄĮ▒╚└²�����ĪóĘeĘų���Īó╬óĘųŽĄöĄ���ĪóĀtā╚£žČ╚Ą─įOČ©║═£y┴┐ęį╝░│÷┴Ž£žČ╚Ą─įOČ©║═£y┴┐ųĄĄ╚ī”Ž¾Ģr���Ż¼įOų├×ķöĄųĄą═ī”Ž¾��ĪŻ×ķ┴╦▒ŻšŽįOéõ░▓╚½║═«aŲĘĄ─Ė▀└¹ė├┬╩����Ż¼▀@└’▓┐ĘųöĄųĄą═Ą─ģó┴┐įOų├┴╦╔ŽŽ┬Ž▐ł¾Š»��Ż¼ę╗Ą®£žČ╚ė|┼÷ĄĮł¾Š»ųĄ�����Ż¼Š═Ģ■ūįäėł¾Š»��Ż¼▓óėøõø░l(f©Ī)╔·ł¾Š»Ą─Ģrķg║═Š▀¾wöĄųĄŻ¼╚ń╣¹ķLĢrķg│÷¼F╣╩šŽł¾Š»��Ż¼ŽĄĮy(t©»ng)▒ŃĢ■ūįäėöÓļŖ▒Żūo���Ż¼į╩įS╣╩šŽ┤µį┌Ą─ĢrķgķLČ╠┐╔ęįį┌PLC│╠ą“ųąė├Č©ĢrųĖ┴ŅüĒįOų├�����ĪŻ
ĪĪĪĪ
į┌ė├æ¶┤░┐┌ĮMĮ©«ŗ├µ��Ż¼³cķ_╣żŠ▀Žõ�����Ż¼▀xė├▌ö╚ļ┐“��Ż¼ęįĪ░▀M┴ŽļŖäėš{╣Ø(ji©”)ķyķ_Č╚Ī▒×ķ└²▀Mąąšf├„����Ż¼įOų├öĄō■ī”Ž¾Ą─├¹ĘQ�Ż¼┤“ķ_┼cīŹĢröĄō■Äņī”æ¬Ą─Ī░ūā┴┐▀xō±Ī▒┤░┐┌Ż¼▀xō±ŽÓæ¬Ą─ūā┴┐Ī░▀M┴ŽļŖäėš{╣Ø(ji©”)ķyķ_Č╚Ī▒��Ż¼▀@└’×ķ┴╦ĘĮ▒Ń├„┤_�Ż¼į┌ė├æ¶Įń├µ┤░┐┌║═īŹĢröĄō■Äņųą▓╔ė├┴╦═¼śėĄ─├¹ūų���ĪŻę“×ķ╩ŪļŖäėš{╣Ø(ji©”)ķyķ_Č╚Ż¼╦∙ęįå╬╬╗×ķĪ░%Ī▒���Ż¼0~100%┐╔š{��Ż¼╦─╔ß╬Õ╚ļāH’@╩Šš¹öĄ╬╗���ĪŻ
ĪĪĪĪ
ĮMæB(t©żi)Ų┴╔ŽĄ─Ī░▀M┴ŽķyŲ┴įO/¼Fł÷ŪąōQĪ▒░┤ŌoŻ¼ų▒Įėė├Ī░ś╦║×Ī▒╣żŠ▀üĒīæ����Ż¼×ķ┴╦▒Ē├„╩ŪŲ┴─╗š{╣Ø(ji©”)ĀŅæB(t©żi)▀Ć╩Ū¼Fł÷š{╣Ø(ji©”)ĀŅæB(t©żi)���Ż¼┐╔ęį╠Ņ│õŅü╔½��Ż¼═©▀^ŪąōQŅü╔½▒µäe��ĪŻ
ĪĪĪĪ
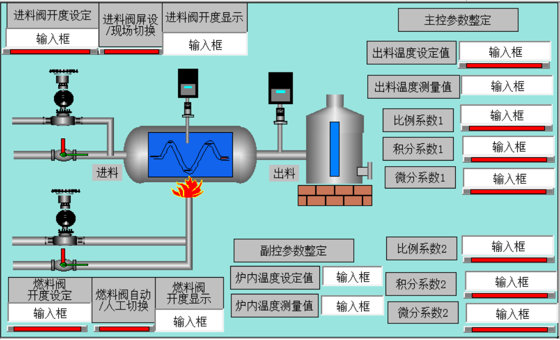
į┌ė├æ¶┤░┐┌Į©┴óŽĄĮy(t©»ng)─Żą═Ģr�����Ż¼┤“ķ_╣żŠ▀Žõ����Ż¼šęĄĮ▓Õ╚ļį¬╝■Ż¼▀xųąę¬▓Õ╚ļĄ─į¬╝■����Ż¼³cō¶┤_Č©Ż¼į¬╝■▒ŃĢ■│÷¼Fį┌ė├æ¶┤░┐┌Ą─ū¾╔ŽĮŪ��Ż¼┐╔ęįūį╝║š{š¹┤¾ąĪ║═ĮŪČ╚[2]�ĪŻūŅĮKĄ─ė├æ¶Įń├µ╚ńŽ┬łDłD1╦∙╩ŠĪŻ
ĪĪĪĪ
ĪĪĪĪ
łD1 £žČ╚┤«╝ē┐žųŲMCGSĄ─ė├æ¶┤░┐┌Įń├µ
ĪĪĪĪ
ę“×ķ╩Ū┤«╝ē┐žųŲ���Ż¼╦∙ęįĖ▒▒╗┐žī”Ž¾¤ßĮ╗ōQĀtĄ─£žČ╚įOČ©ųĄ�Ż¼╩Ūė╔ų„┐žųŲŲ„▌ö│÷Ą─���Ż¼ę“┤╦▀@└’ų╗─▄’@╩Š�Ż¼▓╗─▄š{š¹����ĪŻ│÷┴Ž£žČ╚Ą─£y┴┐ųĄ║═Ātā╚£žČ╚Ą─£y┴┐ųĄ╩Ūė╔£žČ╚é„ĖąŲ„é„╗žĄ─Ż¼╦∙ęį▀@└’ę▓╩Ūų╗─▄’@╩Š�Ż¼▓╗─▄ą▐Ė─ĪŻ▀M┴Žķyķ_Č╚┐╔ęįį┌Ų┴─╗ųąįOų├����Ż¼ę▓┐╔ęį¼Fł÷š{╣Ø(ji©”)���ĪŻ╚╝┴Žķyķ_Č╚┐╔ęįį┌Ų┴─╗ųąÅŖųŲįOų├Ż¼┤╦ĢrĘQ×ķ╚╦╣żš{š¹���Ż╗ę▓┐╔ęį┤“į┌ūįäė╬╗ų├����Ż¼ė╔PIDš{╣Ø(ji©”)Ų„ūįäėš{š¹�ĪŻ«ö╚╝┴Žķyķ_Č╚įOų├×ķ╚╦╣żš{š¹ĢrŻ¼ŽÓĻPĄ─ų„Ė▒┐žųŲŲ„Ą─PIDģóöĄ┤╦Ģr╩Ū▓╗Ųū„ė├Ą─�����ĪŻ
ĪĪĪĪ
2.PLC│╠ą“Ą─Į©┴ó
ĪĪĪĪ
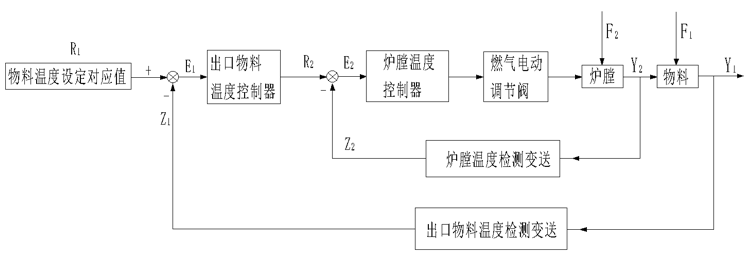
▒ŠįOėŗĄ─ų„ę¬─┐Ą─╩Ū╝ė¤ß▓ó┐žųŲ║├│÷┴Ž┐┌Ą─╬’┴Ž£žČ╚����Ż¼╩ūŽ╚į┌MCGSĮń├µ▌ö╚ļ╬’┴Ž╝ė¤ß║¾Ą─Ų┌═¹£žČ╚ųĄR�Ż¼łD2ųąR1▒Ē╩Š┼cįOČ©ųĄRŽÓī”æ¬Ą─ļŖą┼╠¢ĪŻįOČ©£žČ╚▐DōQ║¾Ą─ļŖą┼╠¢R1┼c│÷┴ŽĄ─īŹļH£žČ╚Y1▓╔╝»ūāōQ║¾Ą─ųĄZ1▒╚▌^║¾����Ż¼Ą├ĄĮŲ½▓ŅE1,▓óīóŲõé„╦═Įoų„┐žųŲŲ„-│÷┐┌╬’┴Ž£žČ╚┐žųŲŲ„�����Ż¼ų„┐žųŲŲ„Ą─▌ö│÷ū„×ķĖ▒╗ž┬ĘĀt£ž┐žųŲĄ─įOČ©ųĄR2[3]�����Ż¼į┌ūįäėĀŅæB(t©żi)Ž┬���Ż¼Ė▒Łh(hu©ón)┐╔ęį┐ņ╦┘š{š¹▀M╚ļĖ▒Łh(hu©ón)Ą─ö_äėŻ¼▒╚╚ńšfÕüĀt═ŌĮń£žČ╚Ą─ö_äė��Ż¼č§ÜŌ║¼┴┐Ą─ö_äė�����Ż¼╚╝ÜŌ╝āČ╚Ą─ö_äėĄ╚��Ż¼▀@└’ßśī”Ė▒▒╗┐žī”Ž¾Ą─ö_äėė├F2üĒ▒Ē╩Š�����Ż¼ßśī”ų„▒╗┐žī”Ž¾╬’┴ŽĄ─ö_äėė├F1üĒ▒Ē╩Š�����Ż¼└²╚ń╬’┴ŽĄ─▀M┴Ž£žČ╚Ż¼▀M┴Ž┴„┴┐Ą╚���ĪŻįō£žČ╚┤«╝ē┐žųŲŽĄĮy(t©»ng)Ą─ĮYśŗłD╚ńłD2╦∙╩Š����ĪŻ
ĪĪĪĪ
ĪĪĪĪ
łD2 £žČ╚┤«╝ē┐žųŲŽĄĮy(t©»ng)ĮYśŗłD
ĪĪĪĪ
▒ŠĒŚ─┐▀xė├S7-1200ŽĄ┴ąPLC��Ż¼└¹ė├▓®łDV16░µ▒Š▄ø╝■▀MąąŠÄ│╠����Ż¼ų„ę¬ė├ĄĮPID┐žųŲ╦ŃĘ©Ż¼S7-1200Ą─PIDųĖ┴Ņ▓╔ė├┴╦▓╗═Ļ╚½╬óĘųPID║═┐╣ĘeĘų’¢║═Ą╚Ė─▀MĄ─┐žųŲ╦ŃĘ©���ĪŻ
ĪĪĪĪ
─ŻöM┴┐┼cöĄūų┴┐ų«ķgĄ─ŽÓ╗ź▐DōQ║═PID│╠ą“Ą─ł╠(zh©¬)ąąČ╝╩Ūų▄Ų┌ąįĄ─▓┘ū„���Ż¼ŲõķgĖ¶ĢrķgĘQ×ķ▓╔śėų▄Ų┌TsĪŻ▓®łDųĖ┴Ņ┴ą▒ĒĄ─Ī░╣ż╦ćĪ▒┤░Ė±Ą─PID┐žųŲĪ░ Compact PIDĪ▒╬─╝■ŖAųą�����Ż¼ėą3ŚlųĖ┴Ņ��Ż¼▀@└’▓╔ė├PID Compact�����Ż¼įōųĖ┴ŅŠ▀ėą┐╣ĘeĘų’¢║═╣”─▄�Ż¼▓óŪę─▄ē“ī”▒╚└²ū„ė├║═╬óĘųū„ė├▀Mąą╝ėÖÓ▀\╦ŃĪŻŲõėŗ╦Ń╣½╩Į×ķŻ║
ĪĪĪĪ
y=K_p [(bw-x)+1/(T_I s) (w-x)+(T_D Ż©╬┤═Ļ�����Ż¼Ž┬ę╗ĒōŻ®
ĪĪĪĪ
|