|
¤o(w©▓)╝ē(j©¬)ūā╦┘Ų„ÕF▒P(p©ón)▄ć─źÅ═(f©┤)║Ž╝ė╣żöĄ(sh©┤)┐ž╝╝ąg(sh©┤)╠Į╬÷
Ė▀ĢįŽĶĪĪ2023/10/28 16:36:00
ĪĪĪĪ Ż©╠®ų▌╝╝ĤīW(xu©”)į║ ĮŁ╠K╠®ų▌ 22530Ż®
ĪĪĪĪ
ĪĪĪĪ
š¬ę¬Ż║į┌¤o(w©▓)╝ē(j©¬)ūā╦┘Ų„ųą���Ż¼ÕF▒P(p©ón)╩Ūųžę¬▓┐╝■����Ż¼Ųõ┘|(zh©¼)┴┐?j©®)?y©Łu)┴ėų▒ĮėĻP(gu©Īn)ŽĄĄĮūā╦┘Ų„Ą─ąį─▄║═ē█├³��ĪŻöĄ(sh©┤)┐ž▄ć─źÅ═(f©┤)║Ž╝ė╣żųąą─╩ŪÕF▒P(p©ón)╔·«a(ch©Żn)Ą─ĻP(gu©Īn)µIįO(sh©©)éõ��ĪŻ×ķ┤╦��Ż¼ėą▒žę¬╝ė┤¾ī”(du©¼)¤o(w©▓)╝ē(j©¬)ūā╦┘Ų„ÕF▒P(p©ón)▄ć─źÅ═(f©┤)║Ž╝ė╣żöĄ(sh©┤)┐ž╝╝ąg(sh©┤)Ą─蹊┐┴”Č╚����ĪŻ╬─š┬Å─¤o(w©▓)╝ē(j©¬)ūā╦┘Ų„ÕF▒P(p©ón)Å═(f©┤)║Ž╝ė╣żĻP(gu©Īn)µI╝╝ąg(sh©┤)Ęų╬÷╚ļ╩ųŻ¼╠ß│÷╗∙ė┌¤o(w©▓)╝ē(j©¬)ūā╦┘Ų„ÕF▒P(p©ón)Å═(f©┤)║Ž╝ė╣żöĄ(sh©┤)┐žŽĄĮy(t©»ng)śŗ(g©░u)Į©�Ż¼Ų┌═¹─▄ē“?q©▒)”╠ßĖ▀ÕF▒P(p©ón)Ą─Š½Č╚║═┘|(zh©¼)┴┐ėą╦∙Ä═ų·ĪŻ
ĪĪĪĪ
ĻP(gu©Īn)µIį~Ż║¤o(w©▓)╝ē(j©¬)ūā╦┘Ų„�Ż╗ÕF▒P(p©ón)Ż╗Å═(f©┤)║Ž╝ė╣ż����Ż╗öĄ(sh©┤)┐ž╝╝ąg(sh©┤)
ĪĪĪĪ
ĪĪĪĪ
0Ū░čį
ĪĪĪĪ
¤o(w©▓)ÖC(j©®)ūā╦┘Ų„╩Ū¤o(w©▓)╝ē(j©¬)ūā╦┘╝╝ąg(sh©┤)Ą─┤·▒Ēąį«a(ch©Żn)ŲĘ�����Ż¼į┌Ų¹▄ćŅI(l©½ng)ė“Ą├ĄĮÅVĘ║æ¬(y©®ng)ė├�ĪŻÕF▒P(p©ón)ū„×ķ¤o(w©▓)╝ē(j©¬)ūā╦┘Ų„Ą─║╦ą─▓┐╝■���Ż¼▒žĒÜ▒ŻūCŲõŠ½Č╚║═┘|(zh©¼)┴┐▀_(d©ó)ś╦(bi©Īo)�����ĪŻ×ķ┤╦�Ż¼į┌ÕF▒P(p©ón)Å═(f©┤)║Ž╝ė╣żųą����Ż¼ę¬▓╔╚Īėąą¦Ą─╝╝ąg(sh©┤)┤ļ╩®���Ż¼ī”(du©¼)╝ė╣ż▀^(gu©░)│╠▀M(j©¼n)ąą┐žųŲ�ĪŻĮĶ┤╦��Ż¼Š═¤o(w©▓)╝ē(j©¬)ūā╦┘Ų„ÕF▒P(p©ón)▄ć─źÅ═(f©┤)║Ž╝ė╣żöĄ(sh©┤)┐ž╝╝ąg(sh©┤)š╣ķ_(k©Īi)╠Į╬÷���ĪŻ
ĪĪĪĪ
1¤o(w©▓)╝ē(j©¬)ūā╦┘Ų„ÕF▒P(p©ón)Å═(f©┤)║Ž╝ė╣żĻP(gu©Īn)µI╝╝ąg(sh©┤)
ĪĪĪĪ
¤o(w©▓)╝ē(j©¬)ūā╦┘Ų„║å(ji©Żn)ĘQCVT����Ż¼ų„äė(d©░ng)┼cÅ─äė(d©░ng)▌å╩ŪCVTĄ─ųžę¬é„äė(d©░ng)▓┐╝■Ż¼įō▓┐╝■ė╔ā╔éĆ(g©©)ÕF▒P(p©ón)ĮM║ŽČ°│╔��ĪŻė╔ė┌ÕF▒P(p©ón)▒Š╔Ēī”(du©¼)Įėė|ŲŻä┌ÅŖ(qi©óng)Č╚Ą─ę¬Ū¾▌^Ė▀���Ż¼╦∙ęįį┌▀x▓─���Īó╝ė╣żĄ╚ĘĮ├µĄ─╝╝ąg(sh©┤)ę¬Ū¾ę▓▒╚▌^Ė▀ĪŻÕF▒P(p©ón)Ą─╝ė╣ż┘|(zh©¼)┴┐┼cCVTĄ─é„äė(d©░ng)ą¦┬╩├▄ŪąŽÓĻP(gu©Īn)��Ż¼▓óŪę▀ĆĢ■(hu©¼)ė░ĒæĄĮĘĆ(w©¦n)Č©ąį╝░╩╣ė├ē█├³�����ĪŻ×ķ╠ßĖ▀ÕF▒P(p©ón)Ą─╝ė╣ż┘|(zh©¼)┴┐�Ż¼┐╔▓╔ė├Å═(f©┤)║Ž╝ė╣żųąą─öĄ(sh©┤)┐ž╝╝ąg(sh©┤)Ż¼┤_▒ŻÕF▒P(p©ón)Ą─┐ūÅĮ����ĪóÕF├µĪó£ŽĄ└Ą╚▀_(d©ó)ĄĮŠ½Č╚ę¬Ū¾�����ĪŻ
ĪĪĪĪ
1.1£ŽĄ└īż▀ģČ©╬╗
ĪĪĪĪ
1.1.1Č©╬╗ŽĄĮy(t©»ng)
ĪĪĪĪ
═©▀^(gu©░)Ęų╬÷ÕF▒P(p©ón)Ą─ĮY(ji©”)śŗ(g©░u)░l(f©Ī)¼F(xi©żn)Ż¼Ųõā╚(n©©i)┐ūųąėą─źŽ„Č°│╔£Ž▓█�����Ż¼ęįŠ∙ä“Ą─ą╬╩ĮĘų▓╝ė┌┐ūā╚(n©©i)���ĪŻį┌ÕF▒P(p©ón)─źŽ„╝ė╣żĄ─▀^(gu©░)│╠ųą����Ż¼×ķ╠ßĖ▀╝ė╣żą¦┬╩��Ż¼ųŲįņ├½┼„Ģr(sh©¬)┐╔ī”(du©¼)£ŽĄ└ŅA(y©┤)╝ė╣ż���Ż¼īó─źŽ„ėÓ┴┐┐žųŲį┌0.2mmā╚(n©©i)[1]�����ĪŻ£ŽĄ└─źŽ„╝ė╣żŪ░���Ż¼ę¬┐ņ╦┘�ĪóŠ½┤_ī”(du©¼)ā╚(n©©i)┐žųąĄ─ų▒ŠĆ£ŽĄ└Č©╬╗╝░šęš²ĪŻ═©│ŻŪķørŽ┬��Ż¼öĄ(sh©┤)┐žįO(sh©©)éõī”(du©¼)╣ż╝■▀M(j©¼n)ąąČ©╬╗║═šęš²Ģr(sh©¬)Ż¼Ģ■(hu©¼)ė├ĄĮīż▀ģčbų├�Ż¼ČÓ×ķĮėė|╩ĮĪŻīŹ(sh©¬)█`▒Ē├„��Ż¼═©▀^(gu©░)▀@ĘNĘĮĘ©Č©╬╗£ŽĄ└Ģr(sh©¬)�Ż¼╩▄ĄĮ£ŽĄ└▒Š╔Ē═╗ŲĄ─ė░ĒæŻ¼╚▌ęūįņ│╔é„ĖąŲ„ōpē─�ĪŻį┌▓╗öÓ蹊┐║═įć“×(y©żn)ųą░l(f©Ī)¼F(xi©żn)Ż¼łDŽ±╠Ä└Ē╝╝ąg(sh©┤)į┌Č©╬╗ųąŠ▀ėąę╗Č©Ą─▀mė├ąį����Ż¼Ą½ė╔ė┌özŽ±ÖC(j©®)░║┘FŻ¼ī¦(d©Żo)ų┬│╔▒Š▀^(gu©░)Ė▀�Ż¼▓óŪę╠Ä└Ē╦ŃĘ©Ą─Å═(f©┤)ļs│╠Č╚ę▓▒╚▌^Ė▀Ż¼Ž▐ųŲ┴╦įō╝╝ąg(sh©┤)Ą─═ŲÅVæ¬(y©®ng)ė├����ĪŻßśī”(du©¼)«ö(d©Īng)Ū░Č©╬╗ĘĮĘ©┤µį┌Ą─╚▒Ž▌║═▓╗ūŃŻ¼▒Š╬─╠ß│÷ę╗ĘNį┌ŠĆČ©╬╗Ą─ĘĮĘ©���ĪŻÕF▒P(p©ón)ā╚(n©©i)┐ž£ŽĄ└Ą─Ęų▓╝Ūķør╚ńłD1╦∙╩Š�ĪŻ
ĪĪĪĪ

ĪĪĪĪ
łD1 CVTÕF▒P(p©ón)ā╚(n©©i)┐žų▒ŠĆ£ŽĄ└╩ŠęŌłD
ĪĪĪĪ
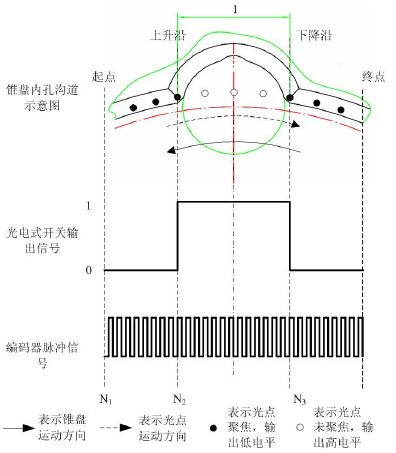
łD1ųą╝tŠĆĄ─łAą╬×ķ═©┐ū�����Ż¼į┌ā╚(n©©i)┐žų▄ć·Š∙ä“Ęų▓╝ČÓŚlķgŠÓŽÓĄ╚Ą─£ŽĄ└Ż¼╗∙ė┌▀@ę╗Ū░╠ß����Ż¼Č©╬╗Ģr(sh©¬)šęĄĮŲõųą╚╬ęŌę╗Śl£ŽĄ└Ą─╬╗ų├Ż¼▒Ń┐╔═©▀^(gu©░)ėŗ(j©¼)╦Ń���Ż¼Ą├│÷ŲõėÓĖ„Śl£ŽĄ└Ą─ųąą─ŠĆ╬╗ų├��ĪŻÕF▒P(p©ón)Ą─ā╚(n©©i)┐žČ╦├µ╩Ūę╗éĆ(g©©)Š▀ėą┬■Ę┤╔õąį┘|(zh©¼)Ą─▒Ē├µ���Ż¼Ė∙ō■(j©┤)įōąį┘|(zh©¼)Ż¼įO(sh©©)ėŗ(j©¼)│÷ę╗ĘNČ©╬╗ĘĮĘ©����Ż¼╝┤╗∙ė┌┬■Ę┤╔õ╣ŌļŖ╩Įķ_(k©Īi)ĻP(gu©Īn)Ą─į┌ŠĆČ©╬╗Ż¼▀@ĘNĘĮĘ©╣żū„Ģr(sh©¬)Ą─Ģr(sh©¬)ą“ĻP(gu©Īn)ŽĄ╚ńłD2╦∙╩Š��ĪŻ
ĪĪĪĪ
ĪĪĪĪ
łD2 ╗∙ė┌┬■Ę┤╔õ╣ŌļŖ╩Įķ_(k©Īi)ĻP(gu©Īn)Č©╬╗Ą─Ģr(sh©¬)ą“ĻP(gu©Īn)ŽĄ╩ŠęŌłD
ĪĪĪĪ
└¹ė├łD2ųąĄ─ęčų¬ģóöĄ(sh©┤)�Ż¼═©▀^(gu©░)ėŗ(j©¼)╦Ń║¾Ż¼─▄ē“Ą├│÷ā╚(n©©i)┐ū£ŽĄ└Ą─ųąą─ŠĆ╬╗ų├�����Ż¼Š▀¾wĄ─ėŗ(j©¼)╦Ń╣½╩Į╚ńŽ┬Ż║
ĪĪĪĪ
.............
ĪĪĪĪ
┐žųŲŽĄĮy(t©»ng)─▄ē“═Ļ│╔īŹ(sh©¬)Ģr(sh©¬)║═ĘŪīŹ(sh©¬)Ģr(sh©¬)ąį╚╬äš(w©┤)Ą─┐žųŲ����Ż¼╚ń╬╗ų├Īó╦┘Č╚����ĪóĄČŠ▀ča(b©│)āöĪóģóöĄ(sh©┤)įO(sh©©)ų├�Īó╣╩šŽį\öÓĄ╚ĪŻŲõųąīŹ(sh©¬)Ģr(sh©¬)╚╬äš(w©┤)ė╔UMAC║═PLC╣▓═¼═Ļ│╔�Ż¼Č°ĘŪīŹ(sh©¬)Ģr(sh©¬)ąį╚╬äš(w©┤)ätė╔PCÖC(j©®)žō(f©┤)ž¤(z©”)═Ļ│╔ĪŻ▄ø╝■ĮĶų·╚╬äš(w©┤)ģf(xi©”)š{(di©żo)─ŻēK��Ż¼ī”(du©¼)UMAC╝░PLC▀M(j©¼n)ąąš{(di©żo)ė├���Ż¼ęį┤╦üĒ(l©ói)īŹ(sh©¬)¼F(xi©żn)īŹ(sh©¬)Ģr(sh©¬)┐žųŲ���ĪŻ═©▀^(gu©░)C#šZ(y©│)čįŻ¼ŠÄīæ(xi©¦)╚╬äš(w©┤)ģf(xi©”)š{(di©żo)─ŻēK��Ż¼▒ŻūCįō─ŻēKĄ─┐╔ė├ąį��ĪŻ░┤ššCVTÕF▒P(p©ón)Ą─╝ė╣ż╠ž³c(di©Żn)����Ż¼ī”(du©¼)╚╦ÖC(j©®)Įń├µ╝ėęįęÄ(gu©®)äØ���Ż¼╩╣ŲõØMūŃæ¬(y©®ng)ė├ąĶę¬ĪŻūŅ×ķš¹éĆ(g©©)öĄ(sh©┤)┐žŽĄĮy(t©»ng)Ą─▓┘ū„ŲĮ┼_(t©ói)���Ż¼╚╦ÖC(j©®)Įń├µė╚×ķųžę¬����Ż¼×ķ╚╦┼cÖC(j©®)Ą─Į╗╗ź╠ß╣®┴╦┐╔─▄�����ĪŻį┌╚╦ÖC(j©®)Įń├µ╣”─▄─ŻēKĄ─▄ø╝■ķ_(k©Īi)░l(f©Ī)ųą�����Ż¼═©ėŹ╩Ū╩ūę¬å¢(w©©n)Ņ}�����Ż¼ĮY(ji©”)║ŽīŹ(sh©¬)ļHŪķør����Ż¼═©▀^(gu©░)▒╚▌^║¾��Ż¼øQČ©▀xė├PcommServer═©ėŹ“ī(q©▒)äė(d©░ng)����Ż¼╦³ų¦│ųęį╠½ŠW(w©Żng)┐éŠĆ═©ėŹ��Ż¼Ä¦ėąCOMĮė┐┌│╠ą“���ĪŻ═©▀^(gu©░)ī”(du©¼)PcommServerĄ─š{(di©żo)ė├Ż¼┐╔ęįīŹ(sh©¬)¼F(xi©żn)PCÖC(j©®)┼cUMACų«ķgĄ─═©ėŹ┬ō(li©ón)Įė[7]�����ĪŻ×ķ▒Ńė┌┴╦ĮŌÖC(j©®)┤▓Ą─▀\(y©┤n)ąąĀŅæB(t©żi)��Ż¼į┌╚╦ÖC(j©®)Įń├µĄ─ķ_(k©Īi)░l(f©Ī)ųą����Ż¼╝ė╚ļ’@╩ŠĮń├µŻ¼┐╔ęįī”(du©¼)╦┼Ę■▌S«ö(d©Īng)Ū░╦∙į┌Ą─╬╗ų├ęį╝░▀\(y©┤n)▐D(zhu©Żn)╦┘Č╚Ą╚īŹ(sh©¬)Ģr(sh©¬)’@╩Š���Ż¼×ķ▀\(y©┤n)ąą▒O(ji©Īn)£y(c©©)╠ß╣®▒Ń└¹��ĪŻ
ĪĪĪĪ
3ĮY(ji©”)šō
ĪĪĪĪ
ŠC╔Ž╦∙╩÷��Ż¼¤o(w©▓)╝ē(j©¬)ūā╦┘Ų„ÕF▒P(p©ón)▄ć─źÅ═(f©┤)║Ž╝ė╣ż╩Ūę╗ĒŚ(xi©żng)Å═(f©┤)ļsĄ─╣żū„����Ż¼×ķ╠ßĖ▀ÕF▒P(p©ón)Ą─Š½Č╚║═┘|(zh©¼)┴┐Ż¼æ¬(y©®ng)«ö(d©Īng)▓╔╚Īėąą¦Ą─┐žųŲ┤ļ╩®����Ż¼ī”(du©¼)╝ė╣ż▀^(gu©░)│╠▀M(j©¼n)ąą┐žųŲĪŻ╬┤üĒ(l©ói)ę╗Č╬Ģr(sh©¬)Ų┌���Ż¼ę¬╝ė┤¾ī”(du©¼)öĄ(sh©┤)┐ž╝╝ąg(sh©┤)Ą─蹊┐┴”Č╚����Ż¼═©▀^(gu©░)Ė─▀M(j©¼n)║═ā×(y©Łu)╗»�����Ż¼╩╣ŲõĖ³╝ė═Ļ╔Ų�����Ż¼Å─Č°Ė³║├Ą─×ķŽÓĻP(gu©Īn)ŅI(l©½ng)ė“Ę■äš(w©┤)��ĪŻ
ĪĪĪĪ
ĪĪĪĪ
ģó┐╝╬─½I(xi©żn)
ĪĪĪĪ
[1]═§Õ\ų▄,ų▄└¹╚╩,Ņü╚’.¤o(w©▓)╝ē(j©¬)ūā╦┘Ų„Ħ▌åÕF├µ┤ų▓┌Č╚│¼▓Ņå¢(w©©n)Ņ}Ęų╬÷┼cĖ─▀M(j©¼n)[J].Ų¹▄ć┼c±{±éŠSą▐(ŠSą▐░µ),2021(7):36-37.
ĪĪĪĪ
[2]±R│¼│¼,┼Ē│¼,═¶ūė╩ó,║Ņéźõh.ĘŪłA²X▌å¤o(w©▓)╝ē(j©¬)ūā╦┘Ų„ļp┬▌ą²Ė▒ĮY(ji©”)śŗ(g©░u)įO(sh©©)ėŗ(j©¼)╝░ėąŽ▐į¬Ęų╬÷[J].▄Ŗ╩┬Į╗═©īW(xu©”)į║īW(xu©”)ł¾(b©żo),2Ż©╬┤═Ļ����Ż¼Ž┬ę╗Ēō(y©©)Ż®
ĪĪĪĪĖĮ╝■Ž┬▌dŻ║¤o(w©▓)╝ē(j©¬)ūā╦┘Ų„ÕF▒P(p©ón)▄ć─źÅ═(f©┤)║Ž╝ė╣żöĄ(sh©┤)┐ž╝╝ąg(sh©┤)╠Į╬÷
|