|
Ė▀ė▓▓─┴Ž│¼┬Ģš±äė(d©░ng)╝ż╣Ō─źŽ„┐ū╝ė╣żģóöĄ(sh©┤)ā×(y©Łu)╗»
ęūČY╬─ĪĪ2023/11/2 8:49:02
ĪĪĪĪ ╚¬ų▌╩ąĖ▀╝ē(j©¬)╝╝╣żīW(xu©”)ąŻ���Ż¼ÖC(j©®)ąĄĮ╠čąĮM��Ż¼ĖŻĮ©╚¬ų▌ 362000
ĪĪĪĪ
ĪĪĪĪ
š¬ę¬Ż║Ė▀ė▓▓─┴Žę╗░ŃŠ∙▓╔ė├Ė„ĘN╗Ę©ę▒Į┼cر╗»īW(xu©”)Ę©ŽÓĮY(ji©”)║Ž╣ż╦ćųŲéõ���Ż¼╝░Ė▀│¼Ą─ė▓Č╚╩╝ĮK╩ŪÖC(j©®)╝ė╣żĄ─ļyČ╚ĪŻ×ķ┴╦╠ßĖ▀┐ūÅĮ│÷┐ūČ╦├µ┘|(zh©¼)┴┐�����Ż¼ķ_š╣┴╦│¼┬Ģš±äė(d©░ng)╝ż╣Ō─źŽ„┐ū╝ė╣żģóöĄ(sh©┤)ā×(y©Łu)╗»īŹ(sh©¬)“×(y©żn)蹊┐ĪŻ═©▀^ŠC║ŽĘų╬÷┐ū│÷┐┌Č╦├µ▒└▀ģģ^(q©▒)ė“ĘČć·║═└ĒŽļ┐ūĮž├µĄ─├µĘeų«▒╚üĒįu(p©¬ng)┼ą┐ū│÷┐┌Ą─┘|(zh©¼)┴┐╦«ŲĮŻ©HdųĄŻ®��ĪŻčąŠ┐ĮY(ji©”)╣¹▒Ē├„Ż║╠ßĖ▀▀M(j©¼n)Įo╦┘Č╚║¾�Ż¼HdųĄŽ╚ĮĄĄ═į┘╔²Ė▀�Ż╗ļSų°š±Ę∙╔²Ė▀Ż¼HdųĄŽ╚ĮĄĄ═į┘į÷┤¾�ĪŻļSų°HdųĄĄ─ĮĄĄ═Ż¼▒Ē╩Š┐ū│÷┐┌Č╦├µ▀_(d©ó)ĄĮ┴╦Ė³ā×(y©Łu)┘|(zh©¼)┴┐����Ż¼ę“┤╦ąĶ▒M┴┐įO(sh©©)ų├Ė³Ą═Ą─HdųĄĪŻ┤_Č©ūŅ╝č╝ż╣Ō─źŽ„╣ż╦ćģóöĄ(sh©┤)╚ńŽ┬Ż║▀M(j©¼n)Įo╦┘Č╚0.5-0.7mm/min�����Ż¼š±Ę∙7-9�����ĪŻįō蹊┐ī”(du©¼)╠ßĖ▀Ė▀ė▓▓─┴ŽĄ─╝ż╣Ō─źŽ„┘|(zh©¼)┴┐Š▀ėą║▄║├ųĖī¦(d©Żo)ęŌ┴x��ĪŻ
ĪĪĪĪ
ĻP(gu©Īn)µIį~Ż║│¼┬Ģ╝ż╣Ō─źŽ„����Ż╗┐ū▒└▀ģ�����Ż╗▒└▀ģęųųŲ�Ż╗┘|(zh©¼)┴┐┐žųŲ
ĪĪĪĪ
ųąłDĘųŅÉ╠¢(h©żo)Ż║TG580.6
ĪĪĪĪ
ĪĪĪĪ
0 ę²čį
ĪĪĪĪ
ZrO2Ė▀ė▓▓─┴Žę╗░ŃŠ∙▓╔ė├Ė„ĘN╗Ę©ę▒Į┼cر╗»īW(xu©”)Ę©ŽÓĮY(ji©”)║Ž╣ż╦ćųŲéõ�Ż¼╝░Ė▀│¼Ą─ė▓Č╚╩╝ĮK╩ŪÖC(j©®)╝ė╣żĄ─ļyČ╚ĪŻ╚ń║╬▀M(j©¼n)ąąĖ▀Š½Č╚Ą─ZrO2Ė▀ė▓▓─┴ŽąĪ┐ū╝ė╣ż╩ŪÖC(j©®)ąĄ╝ė╣żŅI(l©½ng)ė“Ą─ę╗ĒŚ(xi©żng)ųžę¬čąŠ┐šnŅ}�Ż¼ī”(du©¼)ė┌śŗ(g©░u)Į©Ė▀Š½├▄▀BĮėĮY(ji©”)śŗ(g©░u)ęį╝░īŹ(sh©¬)¼F(xi©żn)ūįäė(d©░ng)┐žųŲįO(sh©©)éõĄ─£╩(zh©│n)┤_š{(di©żo)┐žČ╝Š▀ėąĻP(gu©Īn)µIū„ė├Ż¼─┐Ū░ų„ę¬═©▀^╝ż╣Ō╗“ļŖ╗╗©ĘĮĘ©īŹ(sh©¬)¼F(xi©żn)ąĪ┐ū╝ė╣żĄ─▀^│╠[1-2]���ĪŻ▀Ćėąę╗ą®īW(xu©”)š▀蹊┐┴╦ą²▐D(zhu©Żn)│¼┬Ģ╝ż╣Ō─źŽ„ĘĮĘ©į┌ąĪ┐ū╝ė╣żĘĮ├µĄ─╝╝ąg(sh©┤)æ¬(y©®ng)ė├�Ż¼Å─Č°½@Ą├Ė³ąĪŪąŽ„┴”����Ż¼ą╬│╔Ė³╣Ō╗¼▒Ē├µĄ─┐ūĮY(ji©”)śŗ(g©░u)Ż¼▓óŪę’@ų°╠ß╔²╝ė╣żą¦┬╩ęį╝░į÷ÅŖ(qi©óng)ĄČŠ▀─═─źōpąį─▄[3-4]�ĪŻ
ĪĪĪĪ
«ö(d©Īng)Ū░ęčėą▌^ČÓć°ā╚(n©©i)═ŌīW(xu©”)š▀ķ_š╣┴╦╣ż│╠╠š┤╔┐ūĄ─蹊┐╣żū„ĪŻŲõųą�Ż¼ÅłĄ┬▀h(yu©Żn)[5]ätį┌│¼┬Ģ╝ż╣Ō─źŽ„╝ė╣ż▀^│╠ųąśŗ(g©░u)Į©┴╦ŪąŽ„╚ą▄ē█EĘ┬šµ─Żą═Ż¼▓ó└¹ė├īŹ(sh©¬)“×(y©żn)“×(y©żn)ūC┴╦│¼┬Ģ▌oų·╝ż╣Ō─źŽ„Ģr(sh©¬)£pąĪŪąŽ„┴”┼cĖ─╔Ų┐ūŠ½Č╚Ą─ū„ė├ÖC(j©®)ųŲ��ĪŻäó╚▄Ŗ[6]ęį’w├ļČ╠├}ø_╝ż╣Ō└^└m(x©┤)┐ū╝ė╣ż���Ż¼┐╔ęį┐žųŲ┐ūÅĮ│▀┤ńĮķė┌0.5-1.5mmų«ķg����Ż¼▓óīŹ(sh©¬)¼F(xi©żn)10Ż║1Ą─╔ŅÅĮ▒╚ųĄŻ¼’@ų°Ė─╔Ų│÷┐ūąį─▄�Ż¼┐╔ęį╩╣ā╚(n©©i)Ū╗┤ų▓┌Č╚▀_(d©ó)ĄĮ0.28ęįā╚(n©©i)ĪŻ
ĪĪĪĪ
▒Š╬─═©▀^ŠC║ŽĘų╬÷┐ū│÷┐┌Č╦├µ▒└▀ģģ^(q©▒)ė“ĘČć·║═└ĒŽļ┐ūĮž├µĄ─├µĘeų«▒╚üĒįu(p©¬ng)┼ą┐ū│÷┐┌Ą─┘|(zh©¼)┴┐╦«ŲĮ���Ż¼īóŲõ▒Ē╩Š│╔ōpé¹ę“ūėHdųĄŻ¼╔Ņ╚ļĘų╬÷┴╦▓╗═¼╝ż╣Ō─źŽ„╣ż╦ćŽ┬Ą─HdųĄūā╗»╠žš„�ĪŻ
ĪĪĪĪ
ĪĪĪĪ
1īŹ(sh©¬)“×(y©żn)
ĪĪĪĪ
1.1╝ė╣żįŁ└Ē
ĪĪĪĪ
Å─łD1ųą┐╔ęį┐┤ĄĮ▓╔╝ż╣Ō─źŽ„ĘĮ╩Į┼c│¼┬ĢĘĮ╩Į▀M(j©¼n)ąąš±äė(d©░ng)╝ė╣żĄ─ą²▐D(zhu©Żn)│¼┬Ģ╝ż╣Ō─źŽ„┐ūųŲéõįŁ└ĒĪŻŲõųą��Ż¼Įäé╩»─źŅ^┼cų„▌Sę╗Ų░l(f©Ī)╔·ą²▐D(zhu©Żn)▀\(y©┤n)äė(d©░ng)�����Ż¼═¼Ģr(sh©¬)╣ż╝■Ąū▓┐▒Ē├µ╩▄ĄĮ─ź┴ŻĄ─ą²▐D(zhu©Żn)╝ż╣Ō─źŽ„ū„ė├Č°▒╗╚ź│²���ĪŻ
ĪĪĪĪ

ĪĪĪĪ
łD1 │¼┬Ģ▌oų·╝ż╣Ō─źŽ„
ĪĪĪĪ
1.2īŹ(sh©¬)“×(y©żn)įO(sh©©)éõ
ĪĪĪĪ
▒ŠīŹ(sh©¬)“×(y©żn)▓╔ė├łD2ųąĄ─JDVT600T╝ė╣żŽĄĮy(t©»ng)�����ĪŻ▓╔ė├LaserNext LN1530-3Dą═╣Ō└w╝ż╣Ō─źŽ„ÖC(j©®)ū„×ķ▒ŠīŹ(sh©¬)“×(y©żn)ųąĄ─│¼┬Ģš±äė(d©░ng)╝ż╣Ō─źŽ„įO(sh©©)éõ�����Ż¼═©▀^ė═└õĘĮ╩Į▀M(j©¼n)ąąĮĄ£ž��Ż¼▒Š┤╬╩╣ė├Ą─ŪąŽ„čbų├×ķTaga╠ß╣®Ą─│¼┬Ģš±äė(d©░ng)╝ż╣ŌŪąŽ„āxŲ„�Ż¼Š▀¾wĮY(ji©”)śŗ(g©░u)ęŖłD1ĪŻ╝ż╣ŌŲ„ą═╠¢(h©żo)×ķIPG YLS-3000�����Ż¼ūŅ┤¾▌ö│÷╣”┬╩×ķ3000W����Ż¼▌ö│÷Ą─╝ż╣Ō╩°▓©ķL×ķ1070ĪŻ▒Ē1Įo│÷┴╦▓─┴ŽĄ─Ė„ĒŚ(xi©żng)ī┘ąįģóöĄ(sh©┤)
ĪĪĪĪ

ĪĪĪĪ
łD2 ╝ż╣Ō─źŽ„īŹ(sh©¬)“×(y©żn)
ĪĪĪĪ
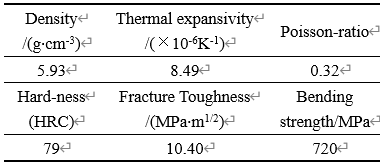
▒Ē1 ZrO2ų„ꬹį┘|(zh©¼)
ĪĪĪĪ
ĪĪĪĪ
1.3īŹ(sh©¬)“×(y©żn)ĘĮ░Ė
ĪĪĪĪ
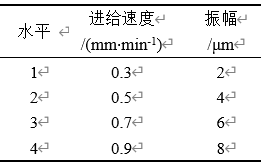
ę²Ųą²▐D(zhu©Żn)│¼┬Ģ╝ż╣Ō─źŽ„╝ė╣ż┐ū│÷┐┌┘|(zh©¼)┴┐ūā╗»Ą─Ė„ĒŚ(xi©żng)ę“╦žųą���Ż¼│¼┬Ģ▓©š±Ę∙���Īó▀M(j©¼n)Įo╦┘Č╚ī┘ė┌ūŅĻP(gu©Īn)µIĄ─ę“╦žĪŻ▒Š╬─įO(sh©©)ėŗ(j©¼)┴╦š²Į╗ĘĮ░Ė�Ż¼Įø(j©®ng)ŅA(y©┤)£yĄ├ĄĮūŅ╝čģóöĄ(sh©┤)Ż¼▒Ē2Įo│÷┴╦Ė„ĒŚ(xi©żng)ę“╦ž┼c╦«ŲĮįO(sh©©)ų├Ūķør����ĪŻ
ĪĪĪĪ
▒Ē2 š²Į╗īŹ(sh©¬)“×(y©żn)ę“╦ž╦«ŲĮ
ĪĪĪĪ
ĪĪĪĪ
2ĮY(ji©”)╣¹┼cėæšō
ĪĪĪĪ
2.1łDŽ±╠Ä└Ē
ĪĪĪĪ
ęįMatlab▄ø╝■╠ß╚ĪĄ├ĄĮ┐ū▌å└¬▀ģŠēģóöĄ(sh©┤)���ĪŻS1▒Ē╩Šś╦(bi©Īo)£╩(zh©│n)łA├µĘeŻ¼Si▒Ē╩ŠĮø(j©®ng)▀^╝ė╣żĄ├ĄĮĄ─└ĒŽļłA├µĘe�ĪŻ
ĪĪĪĪ
2.2å╬ę“╦žīŹ(sh©¬)“×(y©żn)ĮY(ji©”)╣¹Ęų╬÷
ĪĪĪĪ
2.2.1▀M(j©¼n)Įo╦┘Č╚ī”(du©¼)HdųĄĄ─ė░Ēæ
ĪĪĪĪ
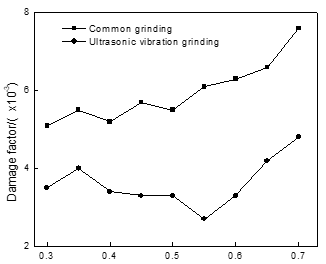
▀M(j©¼n)Įo╦┘Č╚ī”(du©¼)HdųĄĄ─ė░ĒæĮY(ji©”)╣¹ęŖłD4╦∙╩ŠĪŻ▓╗═¼▀M(j©¼n)Įo╦┘Č╚Ž┬ęįą²▐D(zhu©Żn)│¼┬Ģ╝ż╣Ō─źŽ„HdųĄŽÓī”(du©¼)│ŻęÄ(gu©®)╝ż╣Ō─źŽ„ĘĮĘ©Ė³Ą═�ĪŻįO(sh©©)ų├0.55mm/minĄ─▀M(j©¼n)Įo╦┘Č╚Ģr(sh©¬)HdųĄūŅ┤¾│╠Č╚£pąĪĄĮ54%ĪŻ╠ßĖ▀▀M(j©¼n)Įo╦┘Č╚║¾�Ż¼ęįą²▐D(zhu©Żn)│¼┬ĢHdųĄŽ╚ĮĄĄ═į┘╔²Ė▀ĪŻ▀@╩Ūę“?y©żn)ķ╠ßĖ▀▀M(j©¼n)Įo╦┘Č╚║¾�Ż¼┐╔£p╔┘═¼ę╗╝ė╣żĘČć·Ą─ŪąŽ„┤╬öĄ(sh©┤)Ż¼ą╬│╔Ė³ķLĄ──ź┴Ż▄ē█E���Ż¼£p╔┘ŽÓ╗źĖ╔╔µė░ĒæŻ¼ą╬│╔┴╦Ė³┤¾Ą─╝ż╣Ō─źŽ„╔ŅČ╚�ĪŻ
ĪĪĪĪ
ĪĪĪĪ
łD4 Ż©╬┤═ĻŻ¼Ž┬ę╗ĒōŻ®
ĪĪĪĪ
|