|
│õÜŌ╣±╔·«a(ch©Żn)ŠĆ╣żą“ųžĮM┼cŲĮ║Ō蹊┐
┌wūŻČ��ĪóųņśĘīÄ��ĪóÅł└^ą█ĪĪ2023/11/2 9:04:18
ĪĪĪĪ Ż©│Żų▌▓®╚ļŖ┴”ūįäė(d©░ng)╗»įO(sh©©)éõėąŽ▐╣½╦Š����Ż¼ĮŁ╠K │Żų▌ 213000Ż®
ĪĪĪĪ
ĪĪĪĪ
š¬ę¬Ż║ęį─│Ų¾śI(y©©)│õÜŌ╣±čb┼õĪó║ĖĮė╝░įć“×(y©żn)«a(ch©Żn)ŠĆ╔·«a(ch©Żn)▀^│╠×ķ蹊┐ī”(du©¼)Ž¾�Ż¼█`ąąŠ½ęµ╔·«a(ch©Żn)└Ē─ŅŻ¼▀\(y©┤n)ė├╣żśI(y©©)╣ż│╠╝╝ąg(sh©┤)║═╔·«a(ch©Żn)ŠĆŲĮ║ŌĄ╚ĘĮĘ©ī”(du©¼)«a(ch©Żn)ŠĆ▀M(j©¼n)ąąĘų╬÷�Ż¼ā×(y©Łu)╗»╣żą“┘Yį┤����Ż¼įO(sh©©)ėŗ(j©¼)īŻė├╣żčbŲ„Š▀����Ż¼┤┘▀M(j©¼n)åT╣żū„śI(y©©)ś╦(bi©Īo)£╩(zh©│n)╗»Ż¼£p╔┘ĘŪį÷ųĄ╗Ņäė(d©░ng)��Ż¼╠ßĖ▀╔·«a(ch©Żn)ŠĆŲĮ║Ō┬╩�Ż¼╠ß╔²Ų¾śI(y©©)ŠC║ŽĖéĀÄ┴”ĪŻ
ĪĪĪĪ
ĻP(gu©Īn)µIį~Ż║╣żą“ųžĮM���Ż╗╔·«a(ch©Żn)ŠĆŲĮ║Ō����Ż╗ś╦(bi©Īo)£╩(zh©│n)╗»ū„śI(y©©)�Ż╗ĘŪį÷ųĄ╗Ņäė(d©░ng)
ĪĪĪĪ
ĪĪĪĪ
å¢Ņ}Ą─╠ß│÷
ĪĪĪĪ
ć°╝ęļŖŠW(w©Żng)╠ß│÷ĪČ┼õļŖįO(sh©©)éõę╗Č■┤╬╚┌║Ž╝╝ąg(sh©┤)ĘĮ░ĖĪĘ┼cųŪ─▄ļŖŠW(w©Żng)Į©įO(sh©©)�����Ż¼ų╝į┌╠ß╔²╣®ļŖę╗Č■┤╬čbéõĄ─ś╦(bi©Īo)£╩(zh©│n)╗»��Īó╝»│╔╗»│╠Č╚�Ż¼ĮĪ╚½ę╗Č■┤╬čbéõ┬ō(li©ón)š{(di©żo)Ą─¾wŽĄ┼cś╦(bi©Īo)£╩(zh©│n)���Ż¼╠ßĖ▀┼õļŖčbéõĄ─▀\(y©┤n)ŠS┘|(zh©¼)┴┐ĪŻīŹ(sh©¬)¼F(xi©żn)ę╗Č■┤╬įO(sh©©)éõ╚┌║Ž├µ┼RųTČÓå¢Ņ}����Ż¼╠žäeī”(du©¼)ļŖ┴”įO(sh©©)éõ╔·«a(ch©Żn)ąąśI(y©©)╠ß│÷Ą─Ė▀ę¬Ū¾Ż¼ąĶę¬╔·«a(ch©Żn)ÅS╔╠į┌╝╝ąg(sh©┤)┼cįO(sh©©)ėŗ(j©¼)ĘĮ├µ╝ėÅŖ(qi©óng)═Č┘Y�Ż¼▓╔ė├ūįäė(d©░ng)╗»│╠Č╚Ė▀Ą─Ž╚▀M(j©¼n)įO(sh©©)éõŻ¼│ų└m(x©┤)╠ß╔²«a(ch©Żn)ŲĘ┘|(zh©¼)┴┐[1]���ĪŻ
ĪĪĪĪ
│õÜŌ╣±ū„×ķĮ╗┴„┼õļŖŠW(w©Żng)ŽĄĮy(t©»ng)║╦ą─«a(ch©Żn)ŲĘ�����Ż¼╩ŪļŖ┴”╣żśI(y©©)ųąųžę¬▌ö┼õļŖįO(sh©©)éõ����Ż¼Ųõ╔·«a(ch©Żn)▀^│╠ąĶę¬īóžō(f©┤)║╔ķ_ĻP(gu©Īn)����ĪóöÓ┬ĘŲ„ĪóŃ~┼┼����Īó╠ū╣▄Ą╚ų„ę¬į¬╝■░▓čbį┌░ļĘŌķ]Ą─ÜŌŽõā╚(n©©i)��Ż¼▓óī”(du©¼)ÜŌŽõ║¾ĘŌ░Õ▀M(j©¼n)ąą║ĖĮė╣╠Č©����Ż¼į┌čb┼õ▀^│╠ųąąĶ┤®▓ÕÖC(j©®)ąĄ─ź║Ž����ĪóÖC(j©®)ąĄ╠žąįĪó│õÜŌÖz┬®����Īó─═ē║ŠųĘ┼Ą╚£yįćĪŻ«a(ch©Żn)ŠĆ╔·«a(ch©Żn)┤µį┌╣żą“ČÓ����Īó╣ż╬╗ķgČÓ┤╬┤®▓ÕĪó╣żą“╣Ø(ji©”)┼─▓╗ę╗ų┬�����Īó╔·«a(ch©Żn)ŠĆŲĮ║Ō┬╩Ą═�ĪóåT╣ż╔·«a(ch©Żn)ą¦┬╩Ą═Ą╚å¢Ņ}�ĪŻ×ķ▀M(j©¼n)ę╗▓ĮĮĄĄ═«a(ch©Żn)ŲĘųŲįņ│╔▒ŠŻ¼╠ßĖ▀«a(ch©Żn)─▄╝░«a(ch©Żn)ŲĘ┘|(zh©¼)┴┐Ż¼ßśī”(du©¼)╔·«a(ch©Żn)ŠĆ▀\(y©┤n)ė├╣żśI(y©©)╣ż│╠╝╝ąg(sh©┤)��Ż¼═©▀^╣żą“ū„śI(y©©)ār(ji©ż)ųĄ┴„Ęų╬÷���Ż¼īŹ(sh©¬)¼F(xi©żn)┴┐«a(ch©Żn)«a(ch©Żn)ŲĘĄ─ū„śI(y©©)ś╦(bi©Īo)£╩(zh©│n)╗»�����Īó╣Ø(ji©”)┼─ūŅā×(y©Łu)╗»�Ż¼┬õīŹ(sh©¬)╣żą“ųžĮM�Ż¼ĮĄĄ═ä┌äė(d©░ng)ÅŖ(qi©óng)Č╚Ż¼×ķ╔·«a(ch©Żn)ŠĆŠ∙║Ō╗»╠ß╣®ę└ō■(j©┤)����Ż¼ūŅĮK▀_(d©ó)ĄĮ│õÜŌ╣±╔·«a(ch©Żn)ŠĆŲĮ║Ōā×(y©Łu)╗»Ą──┐Ą─[2]ĪŻ
ĪĪĪĪ
╔·«a(ch©Żn)¼F(xi©żn)ĀŅĘų╬÷
ĪĪĪĪ
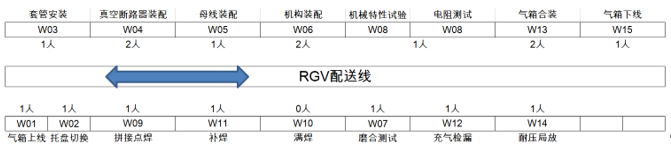
¼F(xi©żn)ėą│õÜŌ╣±╔·«a(ch©Żn)ŠĆų„ę¬ė├ė┌ų„Ų„╝■čb┼õ�����ĪóÖC(j©®)ąĄ─ź║Ž£yįć����ĪóÖC(j©®)ąĄ╠žąį£yįćĪó╗ž┬ĘļŖūĶ£yįć�ĪóÜŌŽõĘŌķ]║ĖĮė�����Īó│õÜŌÖz┬®�����Īó─═ē║ŠųĘ┼£yįć����Īó╣±¾w║ŽčbĄ╚╣żą“Ą─ūįäė(d©░ng)╗»╔·«a(ch©Żn)���Ż¼═©▀^▀\(y©┤n)ė├RGV┤®╦¾▄ćūįäė(d©░ng)┐žųŲ╝░╝ż╣Ō£yŠÓČ©╬╗╝╝ąg(sh©┤)���Ż¼īŹ(sh©¬)¼F(xi©żn)╣ż╝■į┌Ė„╣ż╬╗ķgĄ─ūįäė(d©░ng)╗»┴„▐D(zhu©Żn)ĪŻįō╔·«a(ch©Żn)ŠĆĖ„╣żą“▓╝Šų╚ńłD1╦∙╩Š��Ż¼╣▓ėą15Ą└╣żą“�Ż¼17╚╦Ż¼├┐╠ņ«a(ch©Żn)│÷8┼_(t©ói)�����Ż¼┐═æ¶ī”(du©¼)┤╦«a(ch©Żn)ŲĘąĶŪ¾┤¾╝s×ķ├┐╠ņ10┼_(t©ói)�����ĪŻš¹Śl«a(ch©Żn)ŠĆ╚╦åT╣żū„ÅŖ(qi©óng)Č╚ģó▓Ņ▓╗²R����Ż¼┤µį┌▌^ČÓĘŪį÷ųĄ╗Ņäė(d©░ng)ĪŻ
ĪĪĪĪ
ĪĪĪĪ
łD1 ā×(y©Łu)╗»Ū░Ė„╣żą“▓╝ŠųłD
ĪĪĪĪ
ī”(du©¼)Ė„╣żą“▓╔ė├ČÓ┤╬├ļ▒Ē£yĢr(sh©¬)Ę©[3]���Ż¼½@Ą├ā×(y©Łu)╗»Ū░Ą─ū„śI(y©©)Ģr(sh©¬)ķgęŖ▒Ē1�����ĪŻ
ĪĪĪĪ
▒Ē1 ā×(y©Łu)╗»Ū░Ė„╣żą“ū„śI(y©©)Ģr(sh©¬)ķg
ĪĪĪĪ
╣żą“ŠÄ╠¢(h©żo) ╣żą“├¹ĘQ ū„śI(y©©)Ģr(sh©¬)ķgŻ©minŻ® ū„śI(y©©)╚╦öĄ(sh©┤)
ĪĪĪĪ
01 ╣ż╝■╔ŽŠĆ 15 1
ĪĪĪĪ
02 ═ą▒PŪąōQ 30 1
ĪĪĪĪ
03 ╠ū╣▄čb┼õ 45.5 1
ĪĪĪĪ
04 šµ┐šöÓ┬ĘŲ„čb┼õ 46 2
ĪĪĪĪ
05 ─ĖŠĆčb┼õ 19.6 1
ĪĪĪĪ
06 ÖC(j©®)śŗ(g©░u)čb┼õ 25 2
ĪĪĪĪ
07 ─ź║Ž£yįć 32.8 1
ĪĪĪĪ
08 ÖC(j©®)ąĄ╠žąįįć“×(y©żn)/ļŖūĶ£yįć 27.8 1
ĪĪĪĪ
09 Ų┤Įė³c(di©Żn)║Ė 38 1
ĪĪĪĪ
10 ūįäė(d©░ng)ØM║Ė 27 0
ĪĪĪĪ
11 ča(b©│)║Ė 56.5 1
ĪĪĪĪ
12 │õÜŌÖz┬® 35 1
ĪĪĪĪ
13 ÜŌŽõ║Žčb 27 2
ĪĪĪĪ
14 ─═ē║ŠųĘ┼ 53 1
ĪĪĪĪ
15 ╣ż╝■Ž┬ŠĆ 32 1
ĪĪĪĪ
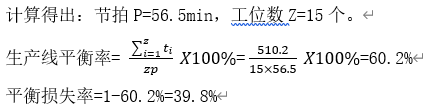
ČÓ┤╬ė^£yĄ├│÷ča(b©│)║Ė╣żą“╩ŪŲ┐Ņi╣ż╬╗�����Ż¼ŲĮŠ∙╣Ø(ji©”)┼─Ģr(sh©¬)ķgŻ©CTŻ®╩Ū56.5min�����ĪŻĖ„╣ż╬╗åT╣ż├┐╠ņ╣żū„7.5ąĪĢr(sh©¬)�����Ż¼┐╔ėŗ(j©¼)╦Ń│÷└ĒŽļĀŅørŽ┬Ż║
ĪĪĪĪ
└Ēšō╚š«a(ch©Żn)─▄=7.5Ī┴60/56.5=8Ż╝10Ż©┼_(t©ói)Ż®
ĪĪĪĪ
«a(ch©Żn)ŠĆĄ─╔·«a(ch©Żn)─▄┴”▓╗ØMūŃ┐═æ¶ąĶŪ¾����Ż¼╝▒ąĶ╠ßĖ▀ĪŻ
ĪĪĪĪ
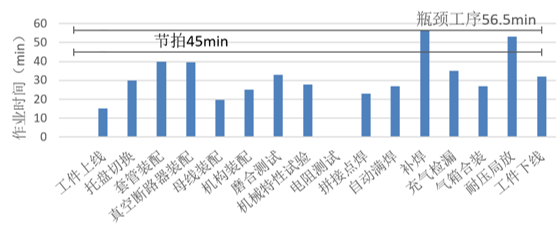
ėŗ(j©¼)╦ŃĄ├│÷ØMūŃąĶŪ¾Ą─╔·«a(ch©Żn)ŠĆ╣Ø(ji©”)┼─=450/10=45min�����ĪŻłD2×ķĖ„╣żą“ū„śI(y©©)Ģr(sh©¬)ķg┼cąĶŪ¾╣Ø(ji©”)┼─ī”(du©¼)▒╚����Ż¼┐╔ų▒ė^┐┤│÷Ė„╣żą“┼cąĶŪ¾╣Ø(ji©”)┼─Ą─▓ŅŠÓĪŻ
ĪĪĪĪ
ĪĪĪĪ
łD2 Ė„╣żą“ū„śI(y©©)Ģr(sh©¬)ķg┼cąĶŪ¾╣Ø(ji©”)┼─ī”(du©¼)▒╚
ĪĪĪĪ
ĪĪĪĪ
┐╔ęį┐┤│÷Ė„╣żą“ū„śI(y©©)Ģr(sh©¬)ķg┼c╣Ø(ji©”)┼─▓ŅŠÓ▌^┤¾�Ż¼Ų┐Ņi╣żą“ča(b©│)║ĖųŲ╝sų°š¹Śl«a(ch©Żn)ŠĆĄ─ą¦┬╩Ż¼ī¦(d©Żo)ų┬╔·«a(ch©Żn)ŠĆŲĮ╔·ōp╩¦┬╩39.8%����ĪŻ
ĪĪĪĪ
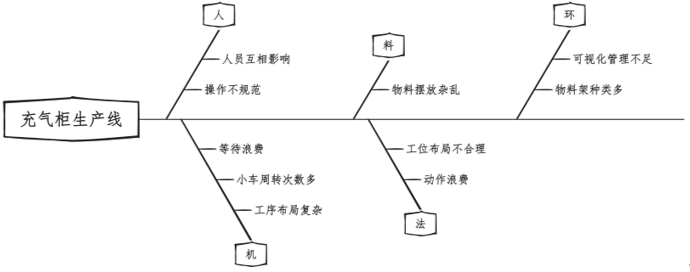
▓╔ė├¶~╣ŪłD[4]░čš¹éĆ(g©©)ŽĄĮy(t©»ng)ĘųĮŌ│╔╚╦ĪóÖC(j©®)�Īó┴ŽĪóĘ©���ĪóŁh(hu©ón)╬ÕéĆ(g©©)ę¬╦ž�Ż¼╩ß└Ēš¹éĆ(g©©)ŽĄĮy(t©»ng)Ą─å¢Ņ}���Ż¼Š▀¾w╚ńłD3���ĪŻ
ĪĪĪĪ
ĪĪĪĪ
łD3 │õÜŌ╣±╔·«a(ch©Żn)ŠĆ¶~╣ŪłD
ĪĪĪĪ
ī”(du©¼)╔·«a(ch©Żn)ŠĆĘų╬÷ā×(y©Łu)╗»
ĪĪĪĪ
3.1╣żčbŲ„Š▀Ė─▀M(j©¼n)
ĪĪĪĪ
ķ_░l(f©Ī)ÜŌŽõČ©╬╗╣żčb���Ż¼ęįÜŌŽõš█░Õ╝░é╚(c©©)░Õ×ķČ©╬╗╗∙£╩(zh©│n)�����Ż¼╩╣ÜŌŽõö[Ę┼╬╗ų├┼c«a(ch©Żn)ŠĆ╣ż╬╗╣╠Č©╬╗ų├▒Ż│ųę╗ų┬��Ż¼┤_▒ŻÜŌŽõ┼c╗¼Ū╦£╩(zh©│n)┤_┐ņ╦┘░▓čb���Ż¼▒▄├ŌÜŌŽõČ■┤╬ĘŁ▐D(zhu©Żn)�Ż¼£p╔┘ĘŪį÷ųĄ╗Ņäė(d©░ng)���ĪŻ
ĪĪĪĪ
ā×(y©Łu)╗»Ż©╬┤═Ļ��Ż¼Ž┬ę╗ĒōŻ®
ĪĪĪĪ
|