|
飛行器電機(jī)底座加工課件
|
|
資料類別
|
機(jī)械機(jī)電課件 |
|
|
課程(專業(yè))
|
數(shù)控高速加工技術(shù)應(yīng)用|飛行器電機(jī)底座 |
|
關(guān)鍵詞
|
數(shù)控高速加工技術(shù)應(yīng)用|飛行器電機(jī)底座 |
|
適用年級(jí)
|
大學(xué) |
|
身份要求
|
普通會(huì)員 |
|
金 幣
|
4 (金幣如何獲得��?) |
|
文件格式
|
ppt+mp4 |
|
文件大小
|
0K |
|
發(fā)布時(shí)間
|
2021-03-27 11:06:00 |
|
預(yù)覽文件
|
0734645.png(只能預(yù)覽部分內(nèi)容) |
|
下載次數(shù)
|
0 |
| 發(fā)布人 |
kj008 |
內(nèi)容簡(jiǎn)介:
飛行器電機(jī)底座加工課件
1: 2D圖
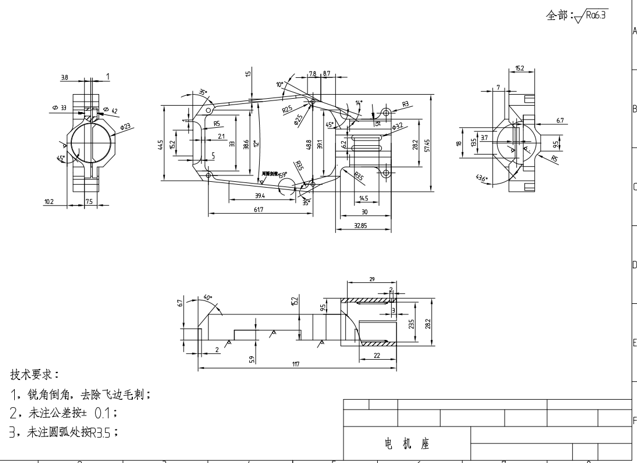
2: 工件與夾具裝配圖
3:結(jié)構(gòu)分析
該零件材料為鋁2A12��,切削性能良好�����,屬于外形結(jié)構(gòu)件�����,周邊及內(nèi)部筋的厚度僅為1.5mm�,型腔深度為10mm。該零件的工程圖及結(jié)構(gòu)示意圖如第一頁所示。圖中未注尺寸的孔有6個(gè)����。圖中所標(biāo)注總長(zhǎng)為112有公差要求。該零件的周邊及內(nèi)部筋的變形也做了相應(yīng)規(guī)定����,不允許有超差現(xiàn)象發(fā)生。且該零件對(duì)內(nèi)腔表面光潔度要求很高���,光潔度為3.2μm�。所以,該工件在加工時(shí),要防止工件振動(dòng)��。在加工反面時(shí),需要做夾具進(jìn)行填充,并且背吃刀量盡量給小。
........
相關(guān)說明:
1. 如您下載的資料不止一份����,建議您注冊(cè)成為本站會(huì)員��。會(huì)員請(qǐng)登錄后下載�。
2. 會(huì)員購買金幣50元以下,0.7元/個(gè)�,50元以上���,0.5元/個(gè)。具體請(qǐng)看:下載與付款�����。
3. 會(huì)員48小時(shí)內(nèi)下載同一文件��,不重復(fù)扣金幣���。
4. 下載后請(qǐng)用WinRAR或 WinZIP解壓縮后使用。
5. 如仍有其他下載問題���,請(qǐng)看常見問題解答��。
下載地址:
|
|
|